Cuprins
- Tema proiectului 2
- Materialul piesei si alegerea semifabricatului 4
- Desenul semifabricatului din care se realizeaza piesa 5
- Stabilirea succesiunii logice de prelucrare a piesei 5
- Alegerea echipamentului tehnologic necesar 12
- Alegerea sculelor aschietoare 14
- Stabilirea regimului de prelucrare prin așchiere 15
Extras din proiect
Tema proiectului
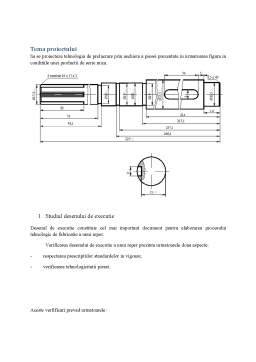
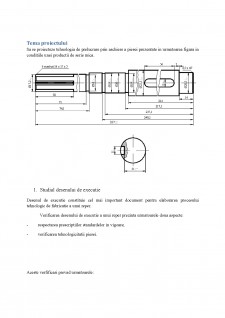
Sa se proiecteze tehnologia de prelucrare prin aschiere a piesei prezentate in urmatoarea figura in conditiile unei productii de serie mica.
1. Studiul desenului de executie
Desenul de executie constituie cel mai important document pentru elaborarea procesului tehnologic de fabricatie a unui reper.
Verificarea desenului de executie a unui reper prezinta urmatoarele doua aspecte:
- respectarea prescriptiilor standardelor in vigoare;
- verificarea tehnologicitatii piesei.
Aceste verfificari prevad urmatoarele:
- constructia reperului;
- forma;
- dimensiunile;
- tolerantele;
- gradul de finisare;
- materialul.
In urma verificarii desenului de executie, din acest punct de vedere, s-au constatat:
- numarul de cote este minim, dar suficient pentru executia si verificarea piesei;
- prin modul de cotare nu rezulta lanturi de cote inchise;
- pentru cotele de precizie sunt inscrise abaterile limita;
- in spatiul liber al desenului sunt inscrise conditiile tehnice corespunzatoare;
- tolerantele la cotele libere sunt in conformitate cu SREN 22768-2.
In urma analizei reperului din punct de vedere al tehnologicitatii, rezulta urmatoarele:
- este posibila asimilarea fabricatiei acestui reper in scurt timp;
- se pot folosi procedee tehnologice moderne, de mare productivitate, pentru obtinerea reperului;
- este necesar un consum mic de material;
- materialul prescris este suficient de prelucrabil, nemainecesitand nici un fel de masuri in acest sens;
- reperul prezinta suprafete simple ce permit accesul usor al sculelor si verificatoarelor;
- reperul prezinta suprafete ce pot fi folosite drept baze de cotare, baze de asezare si baze de fixare.
Materialul piesei si alegerea semifabricatului
Reperul este executat din OLC45 STAS 880 - 80 cu urmatoarele caracteristici:
- limita de curgere: σc = 480 N/mm2
- rezistenta la rupere: σc = 690 ÷ 840 N/mm2
- alungirea: A = 14%
- rezilienta: KCU/2 = 60 J/cm2
- duritate maxima: - normalizat - 230 HB
- recopt - 207 HB
Avand in vedere ca productia este individuala si ca piesa finala nu prezinta diametre mari intre diametrele sectiunilor transversale, alegem un semifabricat laminat la cald, normalizat, sub forma de sectiune circulara, conform STAS 333 - 87, din sirul de valori: 22; 25; 26; 28; 30; 32.
Acest semifabricat prezinta o structura de ferita in rpoportie de 30 ÷ 60%, iar restul perlita. O asemenea structura este favorabila prelucrarii prin aschiere.
Conditii de forma (conform STAS 333 - 87)
- abaterea de la rectilinitate: 3 mm/m
- ovalitatea, exprimata prin diferenta dintre doua diametre perpendiculare masurate in aceeasi sectiune: 0,75 din abaterile limita la diametru;
- barele trebuie taiate fara indoirea capetelor si fara deformarea sensibila a sectiunii transversale.
Preview document














Conținut arhivă zip
- Prelucrari mecanice arbore.docx
Alții au mai descărcat și

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

Memoriu justificativ Tema lucrării de diplomă este “Proiectarea şi verificarea unui şasiu spatial sudat utilizând pachete software dedicate”. Ea...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

ARGUMENT Strungurile au o pondere foarte mare in atelierele de prelucrari mecanice prin aschiere, la productia individuala in serie si masa precum...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

I Memoriu tehnic 1. Analiza materialului Semnificaţia simbolului OL52 Notarea marcilor de otel de uz general se face prin simbolul OL urmat de 2...

1.1 Prezentarea masini : STRUNGUL CU COMANDĂ NUMERICĂ SP 250 CNC a) DOMENIUL DE UTILIZARE Strungul cu comandă numerică SP 250 CNC este destinat...

1.Arborii sunt organe de masini care se rotesc in jurul axei lor geometrice si care transmit momente de rasucire prin intermediul altor organe pe...

INTRODUCERE ÎN TEHNOLOGIILE DE PRELUCRARE ŞI CONTROL 1.1. CICLUL DE VIAŢĂ AL PRODUSELOR Ciclul de viaţă al unui produs cuprinde trei etape...