
Extras din proiect
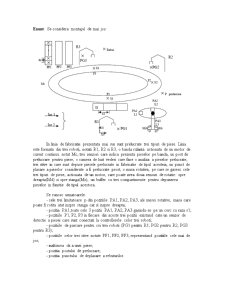
Enunt: Se considera montajul de mai jos:
In linia de fabricatie prezentata mai sus sunt prelucrate trei tipuri de piese. Linia este formata din trei roboti, notati R1, R2 si R3, o banda rulanta actionata de un motor de
curent continuu notat Mc, trei senzori care indica prezenta pieselor pe banda, un post de
prelucrare pentru piese, o camera de luat vederi care face o analiza a pieselor prelucrate, trei stive in care sunt depuse piesele prelucrate in fabricatie de tipul acesteia, un punct de
plasare a pieselor considerate a fi prelucrate prost, o masa rotativa, pe care se gasesc cele
trei tipuri de piese, actionata de un motor, care poate avea doua sensuri de rotatie: spre dreapta(Md) si spre stanga(Ms), un buffer cu trei compartimente pentru depunerea
pieselor in functie de tipul acestora.
Se cunosc urmatoarele:
- cele trei limitatoare p din pozitiile PA1, PA2, PA3, ale mesei rotative, masa care poate fi rotita atat inspre stanga cat si inspre dreapta;
- pozitia PA1,toate cele 3 pozitii PA1, PA2, PA3 gasindu-se pe un cerc cu raza r1;
- pozitiile P1, P2, P3 in fiecare din aceste trei pozitii existand cate un senzor de detectie a piesei care sunt conectati la controllerele celor trei roboti;
- pozitiile de parcare pentru cei trei roboti (PG1 pentru R1, PG2 pentru R2, PG3 pentru R3);
- pozitiile celor trei stive notate PF1, PF2, PF3, reprezentand pozitiile cele mai de jos;
- inaltimea dz a unei piese;
- pozitia postului de prelucrare;
- pozitia punctului de deplasare a rebuturilor.
Ciclu de fabricatie:
In pozitiile PA1, PA2, PA3 se gasesc cele trei tipuri de piese dupa cum urmeaza: in pozitia PA1 de tip 1, in pozitia PA2 de tip 2 si in pozitia PA3 piese de tipul 3.
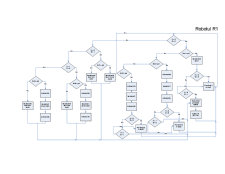
Robotul unu: Preia piesele de pe masa rotativa si le depune in buffer. Piesele sunt luate numai din pozitia PA1, piesele fiind aduse in aceasta pozitie prin actionarea mesei
rotative. Dupa ce piesa a fost luata de pe masa aceasta revine in pozitia initiala. Piesele
sunt depuse in buffer doar daca compartimentele respective sunt libere. Daca robotul R1
primeste o cerere pe cele doua intrari (i1 si i2) pentru depunerea pe banda transportoare
doar in cazul in care era liber, adica in cazul in care nu luase deja o piesa de pe masa
rotativa pentru a o depune in buffer. In acest caz verifica daca piesa specificata pe intrare
este de acelasi tip cu cea pe care a luat-o. Daca da o depune pe banda transportoare, daca
nu depune piesa in compartimentul respectiv din buffer, si preia o piesa de tipul specificat
pe intrare, fie din buffer fie de pe masa rotativa, si o depune pe banda transportoare.
Toate piesele sunt depuse pe banda transportoare in pozitia P1. Imediat dupa depunerea
unei piese in pozitia P1 robotul actioneaza o iesire.
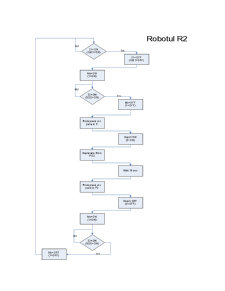
Robotul doi: In momentul cand exista o piesa in pozitia P1 porneste banda transportoare, comandand motorul Mc, si asteapta ca piesa sa ajunga in pozitia p2, indicata de senzorul s2. Cand piesa a ajuns in aceasta pozitie, robotul opreste banda transportoare, preia piesa, o duce in pozitia P (post de prelucrare) activeaza o iesire (dep2-prelucrare), se retrage in pozitia PG2 si asteapta 10 secunde. Preia apoi piesa, dezactiveaza iesirea dep2, si o depune pe banda transportoare in pozitia P2 si porneste banda. Cand piesa ajunge in pozitia P3 robotul doi opreste banda.
Robotul trei: Cand exista o piesa in pozitia P3 o camera de luat vederi face o inspectie de calitate a piesei care dureaza doua secunde dupa care robotul trei preia piesa si o depune in una din urmatoarele pozitii: rebut, daca piesa nu a fost prelucrata corect, indiferent de tipul piesei, sau in una din cele trei stive verticale, in functie de tipul piesei, numai daca in stiva mai este loc(stiva avand opt pozitii). Daca stiva este plina robotul activeaza una din cele trei iesiri dedicate ( STV1, STV2, STV3) si asteapta semnal de golire a stivei din exterior.
Preview document












Conținut arhivă zip
- Proiect Sisteme de Conducere a Robotilor.doc
Alții au mai descărcat și

1. Generalitati. În practica industriala de pâna acum, automatizarea se realiza mai ales în cadrul unor sisteme rigide de tipul liniilor de...

Notiunea de robot dateaza de peste 4 mii de ani. Omul si-a imaginat dispozitive mecanizate inteligente care sa preia o parte insemnata din efortul...

Se considera un robot destinat unei linii de acoperire galvanica. Procesul tehnologic intr-o astfel de linie cuprinde 6 posturi, 5 pentru...

Definirea sistemului flexibil de prelucrare Sistemul flexibil de prelucrare SFP poate fi definit ca un ansamblu integrat de maşini-unelte...

Robotul 1 preia piesele de masa rotativa si le depune in bufferul corespunzator de la i1, i2, i3. Piese;e sunt luate numai din pozitia PA1 rotind...

Cunoasterea duratei de timp de la semanat pâna la rasaritul plantelor mai are însemnatate si pentru obtinerea unor productii cat mai timpurii. Daca...

Manipulatorul este sistemul mecanic automat a carui comanda se bazeaza pe sisteme rigide care presupun o interventie in structura fizica a...

Te-ar putea interesa și

CAPITOLUL 1 Modelare si strategii de conducere a manipulatoarelor robotice 1.1. Introducere în problematica robotilor industriali Notiunea de...

CAPITOLUL 1 Sisteme de reglare pentru acţionări electrice 1.1 Sisteme cu buclă deschisă şi bucla închisă Sistemele de control, în general, pot...

1.Introducere Notiunea de robot dateaza de peste 4 mii de ani. Omul si-a imaginat dispozitive mecanizate inteligente care sa preia o parte...

Rezumat Ȋn lucrarea de faţă este prezentat un robot industrial cu mişcări de rotaţie şi translaţie comandat de un controler logic programabil....

Ultimele decenii in evolutia societaţii au cunoscut,fara indoiala mutaţii considerabile calitative cantitative rod unor spectaculoase evolutii in...

1.Introducere Ultimele decenii in evolutia societaţii au cunoscut,fara indoiala mutaţii considerabile calitative si cantitative, rod ale unor...

Capitolul 1. Introducere Să se implementeze un sistem inteligent pentru un robot mobil destinat explorării de medii necunoscute. Cerințe : -...

TEMA DE PROIECT Să se analizeze din punct de vedere cinematic soluţia unui robot cu secvenţă fixă de tip insectă şi să se realizeze modelul...