Cuprins
- I. GENERALITĂŢI 6
- 1.1. Introducere 6
- 1.2. Procedee de sudare 7
- 1.3. Definiţii şi clasificări 8
- 1.4. Caracteristicile arcului electric 9
- 1.5. Surse de alimentare în curent continuu pentru sudura cu arc 11
- 1.6. Energie absorbită din reţeaua de distribuţie 11
- II. PROCEDEE DE SUDARE PRIN TOPIRE 13
- 2.1. SUDAREA CU ELECTROZI ÎNVELIŢI 13
- 2.2. SUDAREA WIG 15
- 2.2.1. Principiu, caracteristici, domeniu de aplicare 15
- 2.2.2. Materiale pentru sudare 16
- 2.2.2.1. Electrozi nefuzibili 16
- 2.2.2.2. Gaze pentru sudare 17
- 2.2.3. Sudarea WIG în impulsuri 19
- 2.2.4. Sudarea WIG orbitală 20
- 2.2.5. Sudarea WIG în puncte 20
- 2.2.6. Sudarea WIG cu sârmă caldă 20
- 2.2.7. Sudarea WIG în rost îngust 20
- 2.2.8. Sudarea WIG cu protecţie dublă 21
- 2.2.9. Sudarea WIG hibridă 21
- 2.3. SUDAREA MIG-MAG 21
- 2.3.1. Principiu, caracteristici, domeniu de aplicare 21
- 2.3.2. Materiale de sudare 23
- 2.3.2.1. Sârma de sudare 23
- 2.3.2.2. Gazul de protecţie 23
- 2.3.3. Transferul de material la sudare 24
- 2.3.4. Sudarea electrogaz 28
- 2.3.5. Sudarea cu sârmă tubulară 28
- 2.3.6. Sudarea în impulsuri 29
- 2.3.7. Sudarea MIG-MAG cu protecţie dublă 31
- 2.3.8. Sudarea MIG-MAG în puncte 31
- 2.3.9. Sudarea MIG-MAG în rost îngust 32
- 2.3.10. Procedee de sudare cu rată mare de depunere 32
- 2.4. ARCUL ELECTRIC 34
- 2.5. PREGĂTIREA PIESELOR PENTRU SUDARE 38
- 2.5.1. Forme de rosturi 38
- 2.5.2. Asamblarea pieselor pentru sudare 39
- III. ECHIPAMENTE UTILIZATE LA SUDAREA CU ARC ELECTRIC 40
- 3.1. TIPURI PRINCIPALE DE SURSE DE PUTERE
- CU CONTROL DIGITAL 40
- 3.1.1. Sursa de putere pentru sudare tip redresor cu control de fază 40
- 3.1.2. Sursă de putere pentru sudare tip cu redresor serie tranzistorizat 41
- 3.1.3. Sursa de putere pentru sudare tip cu chopper 42
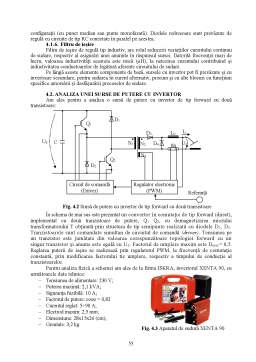
- 3.1.4. Sursă de putere pentru sudare tip redresor cu invertor 42
- 3.2. DISPONIBILITATEA DE UTILIZARE PRACTICĂ 43
- 3.2.1. Posibilităţi de alimentare cu energie electrică 43
- 3.2.2. Durata relativă de funcţionare 43
- 3.2.3. Versatilitatea-posibilitatea modificării pantei caracteristici externe 44
- 3.3. PERFORMANŢE DE PROCES LA SUDAREA GMA 45
- 3.3.1. Strategii perfecţionate de control 45
- 3.3.2. Controlul automat al lungimii arcului de sudare 45
- 3.3.3. Facilitatea selecţiei (setării) parametrilor 46
- 3.3.4. Controlul în logică fuzzy al proceselor de sudare 46
- 3.3.5. Controlul forţe arcului la sudarea MIG şi MMA 48
- 3.4. PERFORMANŢE DE PROCES LA SUDAREA GTA 48
- 3.4.1. Controlul geometriei şi stării băii de sudare 48
- 3.4.2. Controlul dinamic al oxidării 52
- 3.4.3. Facilitatea selecţiei (setării) parametrilor 53
- IV. ANALIZA UNOR SURSE DE PUTERE CU INVERTOR
- UTILIZATE LA SUDARE 54
- 4.1. SCHEMA BLOC A UNEI SURSE DE PUTERE CU INVERTOR 54
- 4.2. ANALIZA UNEI SURSE DE PUTERE CU INVERTOR 55
- 4.3. REZULTATE OBŢINUTE ÎN URMA MĂSURĂTORILOR 57
- 4.4. MĂSURAREA CURENTULUI DE SUDARE
- PRIN REZISTENTĂ DE ŞUNT 67
- V. CONCLUZII 72
- Bibliografie
Extras din proiect
I. GENERALITĂŢI
1.1. INTRODUCERE
Progresul rapid al tehnicii, este condiţionat de dezvoltarea şi aplicarea unor procedee tehnologice moderne care să asigure atât obţinerea unei calităţi corespunzătoare, cât şi realizarea unei eficienţe economice înalte.
Dezvoltările recente în domeniul proceselor de sudare se referă la îmbunătăţirea aspectelor legate de calitatea, productivitate şi mediul de lucru.
Ca tehnică de îmbinare, sudarea este cunoscută din epoca bronzului, primul procedeu de sudare utilizat fiind sudarea în focul de forjă. Secolul al XIX-lea marchează dezvoltarea reală a sudării ca procedeu industrial, competitiv cu alte tehnici de îmbinare.
Dintre cele mai importante descoperiri în domeniul sudării, care au ajutat la dezvoltarea acestui domeniu amintesc următoarele:
a) descoperirea arcului electric, Davy − 1821;
b) inventarea sudării prin presiune, Thompson − 1867;
c) inventarea sudării cu arcul electric, Benardos − 1885;
d) inventarea electrodului învelit, Kjellberg, − 1907;
e) inventarea sudării în mediu de gaz protector, Roberts − 1919;
f) inventarea sudării mecanizate sub strat de flux, Nobel − 1920;
g) inventarea sudării în baie de zgură, Patron − 1951;
h) inventarea sudării în mediu de bioxid de carbon − 1953;
i) inventarea sudării cu fascicul de electroni, Stohr − 1957;
j) inventarea sudării cu plasmă − 1961;
k) inventarea sudării cu laser − 1970.
În ţara noastră există o valoroasă tradiţie în domeniul sudării. Prima construcţie sudată de mare anvergură a fost un pod peste râul Bârzava din Reşiţa (1931), acesta fiind, de altfel, unul din primele poduri realizate în construcţie sudată din Europa. În anul 1937 se înfiinţează la Timişoara „Cercul pentru încurajarea sudurii”, grupare profesional-ştiinţifică care a polarizat în jurul unor eminenţi oameni de ştiinţă ca academician C. Mikloşi, academician St. Nădăşan, academician R. Răduleţ, profesor C.C. Teodorescu, o serie de cadre tehnice de valoare din industrie. Prin activitatea Cercului, prin punlicaţia sa periodică „Sudura”, a fost impulsionată activitatea de cercetare în domeniul sudării şi s-a lărgit continuu domeniul de aplicare al acesteia.
În anul 1952 se înfiinţează la Timişoara Catedra de Sudură a Facultăţii de Mecanică. Do ani mai târziu se creează, în acelaşi oraş, Secţia de Sudură a Bazei Academiei. Această secţie va forma împreună cu Secţia de Rezistenţă a aceleiaşi instituţii, Institutul de Sudură şi Încercări de Materiale – ISIM (1970), având ca director fondator pe academicianul Traian Sălăgean (1929-1993). Pentru a se răspunde cerinţei din ce în ce mai mari de ingineri sudori, în anul 1976 se organizează secţii de pregătire a acestora la Institutul Politehnic Bucureşti., Universitatea Braşov şi Universitatea Galaţi. Acestora li se alătură, după 1989, secţiile de sudură de la Universitatea din Arad şi Reşiţa.
Anul 1990 consemnează crearea Asociaţiei de Sudură din România (ASR).
România este membră a Institutului Internaţional de Sudură (IIW), o asociaţie profesională la care participă 41 de ţări, reprezentantul României la IIW fiind ISIM Timişoara. În acelaşi timp, prin ASR, România este membră cu statut de observator a Federaţiei Europene pentru Sudură (EWF).
Sudarea este un procedeu tehnologic prin care se realizează o îmbinare nedemontabilă între două sau mai multe piese. Prin sudare rezultă o îmbinare sudată sau sudură, ca urmare a coalescenţei localizate a materialelor, produsă fie prin încălzirea acestora la o anumită temperatură cu sau fără aplicarea simultană a unei presiuni, fie prin aplicarea unei presiuni, cu sau fără utilizarea unui material de adaos.
Îmbinarea sudată se compune din următoarele elemente (figura 1.1):
- sudură sau cusătură sudată (Cus) – zona îmbinării în care se realizează unirea pieselor;
- linia de fuziune-care delimitează sudura de materialul de bază;
- zona influenţată termic (ZIT) – porţiunea din materialul de bază rămasă în stare solidă, dar a cărei structură s-a modificat în urma sudării;
- materialul de bază (MB) – materialul care se sudează.
Cusutura sudată este alcătuită din material de bază şi material de adaos.
Gradul de participare al materialului de bază, pMB, si al materialului de adaos, pMA, la formarea cusăturii se apreciază prin coeficienţi respectivi de participare, definiţi astfel:
unde s-au notat cu A şi B suprafeţele porţiunilor marcate în figura 1.2. Coeficientul pMB este cunoscut şi sub denumirea de diluţie prin materialul de bază.
Diluţia poate fi determinată prin planimetrie sau prin analiză chimică.
1.2. PROCEDEE DE SUDARE
În cazul procedeelor de sudare prin topire sudarea se realizează prin încălzirea locală, până la topire, a pieselor de sudat, fără aplicarea unei forţe,cu sau fără utilizarea unui material de adaos. În figura 1.3. este prezentă o clasificare a principalelor procedee de sudare prin topire în funcţie de energie utilizat pentru încălzire.
În funcţie de modul de execuţie, procedeele de sudare prin topire se pot clasifica în procedee de:
- sudare manuală la care toate operaţiile se realizează manual;
- sudare semi-mecanizată la care o parte din operaţiile de bază se realizează mecanizat (de exemplu alimentarea cu material de adaos);
- sudare mecanizată la care toate operaţiile de baza se realizează mecanizat;
- sudarea automată la care toate operaţiile, inclusiv cele auxiliare, se realizează mecanizat, după un program automat;
- sudarea robotizată la care operatorul este înlocuit printr-un robot.
În fine, după scopul în care se aplică, procedeele de sudare sunt pentru îmbinare sau pentru încărcare.
Preview document




































































Conținut arhivă zip
- Analiza Unor Echipamente cu Inalta Frecventa Utilizate la Sudarea cu Arc Electric.doc
Alții au mai descărcat și

Elemente Arcuitoare Generalitati: Folosirea elementelor arcuitoare în constructia produselor electrotehnice este legata de principiul de...

Proiect A.S.D.N. Tema: Realizarea unui automat de sortat mere dupa diametru (diametre între 5,5 si 6 cm si între 7,5 si 8 cm) precum si dupa...


ARGUMENT Iluminat normal se refera la instalatiile utilizate zilnic,in conditii normale. Iluminatul de siguranta trebuie sa asigure evacuarea...

1. Domeniu de aplicare Norma se refera la verificarea/etalonarea voltmetrelor indicatoare si inregistratoare,destinate masurarilor de tensiuni...