Extras din proiect
1.1 Componentele produsului executate in cadrul sistemului de producţie
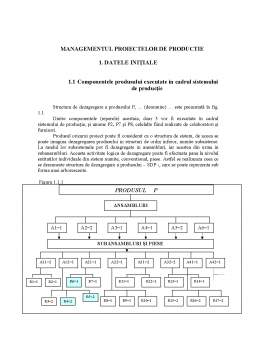
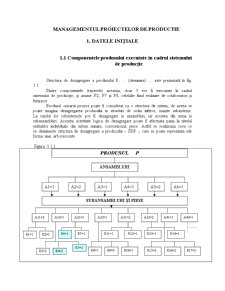
Structura de dezagregare a produsului P, (denumire) este prezentată în fig. 1.1.
Dintre componentele (reperele) acestuia, doar 3 vor fi executate în cadrul sistemului de producţie, şi anume P2, P7 şi P8, celelalte fiind realizate de colaboratori şi furnizori.
Produsul oricarui proiect poate fi considerat ca o structura de sistem, de aceea se poate imagina dezagregarea produsului in structuri de ordin inferor, numite subsisteme. La randul lor subsistemele pot fi dezagregate in ansambluri, iar acestea din urma in subansambluri. Aceasta activitate logica de dezagregare poate fi efectuata pana la nivelul entitatilor individuale din sistem numite, conventional, piese. Astfel se realizeaza ceea ce se denumeste structura de dezagregare a produsului – SDP -, care se poate reprezenta sub forma unei arborescente.
Figura 1.1.1
1.1.2 Conditii generale de productie
1.2 Condiţiile generale de producţie
Beneficiar : S.C. MECANICA S.A.
Executant : Catedra de Tehnologie şi Management din Facultatea de Mecanică şi
Tehnologie a Universităţii din Piteşti.
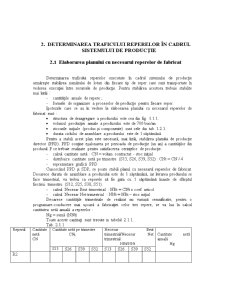
Volum de producţie: produsul se execută într-un volum de Ng=700 bucaţi/an.
Condiţiile şi termene de livrare: produsele se livrează trimestrial în cantităţile:
Tabelul 1.2.1 Cantitaţi livrate trimestrial
Nr.Trimestru: Trimestrul I Trimestrul II Trimestrul III Trimestrul IV
Nr. piese/trimestru 150 200 200 150
Tabelul 1.2.2 Stocurile iniţiale
Componentul Produsul P Reperul P4 Reperul P5 Reperul P6
Stocul iniţial [buc] 10 10 20 30
Numărul de zile lucratoare dintr-un an, z=250 zile lucrătoare.
Numărul de schimburi în care se lucrează, Ks= 1 schimb/zi.
Numărul de ore dintr-un schimb, h= 8 ore/schimb.
Salariul (retributia) orar a lucrărilor direcţi, Sk= 4 RON/oră.
Salariul orar al operatorilor reglori, Sr= 5 RON/oră.
Cota de amortizare orara a utilajelor de producţie, ak= 3 4,5 RON /oră.
Coeficientul care ţine seama de cota parte a cheltuielilor cu pregătirea fabricaţiei şi lansarea administrativă a lotului de fabricaţie, p= 10.
Regia de fabricaţie a secţiei unde se realizează prelucrarea lotului de piese, Rf= 180.
Coeficientul ce cuantifică costul (pierderea) suportată de intreprindere la 1 leu ciclu circulant imobilizat, E=0,5.
Coeficient de amortizare a resurselor de producţie pentru cazul în care amortizarea este liniară şi are loc în decurs de 10 ani: a = 0,1;
Coeficient de transmitere a amortizării: kam = M; M – coeficient de densitate a procesului de producţie care se determină prin calcul;
Valoarea medie actuală a unei resurse de producţie (maşina – unealtă sau instalaţie utilizată pentru realizarea producţiei): Vm = 25 000 [RON].
1.3 Condiţiile specifice ale fabricaţiei
Datele specifice proceselor tehnologice de execuţie a celor trei repere sunt prezentatein tabelele 1.3.1, 1.3.2 şi 1.3.3.
Tabelul 1.3.1.: Succesiunea operaţiilor pentru Reperul P4
P2 CORP INFERIOR
Material 31MoCr12; Masa 5.1 Kg
Nr. crt OPERAŢIA TIMPUL RESURSE
Denumire Cod Tu
min/buc Tpi
min/lot Denumire Cod
1. Frezare -centruire FC41 3.8 18 Maşină de frezat si centruit HC 300 R1
2. Strunjire SC4 4.6 34 Strung normal SNA 400 R2
3. Frezare – canale F41 2.8 32 Maşină de frezat universală FU32 R3
4. Găurire -teşire- filetare G41 3.7 22 Maşină de găurit verticală G25 R4
5. Prelucrare profil CV41 8.4 120 Centru de prelucrare vertical V320 R5
6. Control tehnic final C21 3.7 18 Banc de control BC R6
Tabelul 1.3.2.: Succesiunea operaţiilor pentru Reperul P5
P7 CORP INTERMEDIAR
Material OLC45; Masa 6.2 Kg
Nr. crt OPERAŢIA TIMPUL RESURSE
Denumire Cod Tu
min/buc Tpi
min/lot Denumire Cod
1. Frezare-gǎurire-alezare CH51 14.8 120 Centru de prelucrare orizontal CH80 R7
2. Frezare profil CV51 9.5 90 Cntru de prelucrare vertical V320 R5
3. Prelucrare gǎuri inclinate G51 4.2 28 Maşină de găurit verticală G25 R4
4. Rectificare interioarǎ RC51 3.2 22 Maşină de rectificat rotund RU 320 R8
5. Control tehnic final C51 3.2 18 Banc de control BC R6
Tabelul 1.3.3.: Succesiunea operaţiilor pentru Reperul P6
P8 LAGAR
Material OLC45; Masa 3.9 Kg
Nr. crt OPERAŢIA TIMPUL RESURSE
Denumire Cod Tu
min/buc Tpi
min/lot Denumire Cod
1. Strunjire I S61 3.82 17 Strung cu CN GT 400 R9
2. Strunjire II S61 1.53 17 Strung cu CN GT 400 R9
3. Gǎurire G61 3.19 25 Maşină de găurit verticală G25 R4
4. Frezare F61 4.2 30 Maşină de frezat universală FU32 R3
5. Rectificare exterioară Rc61 1.85 11 Maşină de rectificat exterioar/interior
RTG-100CNC
R10
6. Control tehnic final C61 3.3 20 Banc de control BC R6
Semifabricatele se cumpără de la un furnizor, costurile acestora fiind :
- CmP4 = 6 [lei]
- CmP5 = 4 [lei]
- CmP6 = 4 [lei]
Preview document





























Conținut arhivă zip
- Managementul Proiectelor de Productie.doc
Alții au mai descărcat și

3.4. Metodologia auditului sistemelor calitatii Standardul international ISO 10011 stabileste principiile, criteriile, practicile de baza si...

Mediul extern al firmei poate fi impartit in doua mari segmente: - mediul general sau mega-mediul - mediul specific(mediul sarcina);...

WHO and HOW MADE IT POSSIBLE? In order to get where Sicomed has got one has to be very talented, very intelligent an also very patient. The...
Te-ar putea interesa și

1.Date initiale 1.1Tema proiectului Programarea si conducerea productiei pentru fabricarea unui set de repere (corp de pompa,capac cu suport si...


Etapa1. LANSAREA IN FABRICATIE 1.1 Prezentarea produsului Bicarbonatul de amoniu este un îngrășământ cu eficacitate mare, fără balast, care...

ETAPA I LANSAREA ÎN FABRICATIE 1.1 .PREZENTAREA PRODUSULUI Produse cosmetice si de parfumerie sunt amestecuri de substante chimice naturale sau...

Introducere Prezenta lucrare reprezintă o sinteză a elementelor fundamentale legate de Project management şi Product lifecycle management cu...

CAPITOLUL 1 – Conceptia si selectarea produselor si a proceselor de productie 1.1. Selectarea produselor cu ocazia instalarii unei noi...

Etapa I: LANSAREA IN PRODUCTIE 1.1 Prezentarea produsului Azotatul de sodiu (nitratul de sodiu, azotatul de natriu, salpetrul de Chile) este o...

INTRODUCERE Activitatea de construcţii, componentă a super-sistemului "societate" poate fi privită ca un sistem deschis ce se caracterizează prin...