Cuprins
- 1) Introducere;
- - 1.1 Notiuni generale priivind prelucrarea prin brosare;
- - 1.2 Clasificarea broselor;
- 2) Stabilirea schemei de aschiere si a tipului de scula;
- 3) Alegerea materialuilui sculei, compozitie chimica;
- - 3.1 Materialul piesei si compozitia chimica;
- 4) Calculul adosului total de prelucrare;
- 5) Calculul principalelor elemente, stabilirea grosimii de aschiere pe dinte si calculul viteze de aschiere;
- - 5.1. Viteza de aschiere la brosare;
- 6) Dimensionarea partii aschietoare a sculei;
- - 6.1 Pasul dintilor;
- - 6.2 Calculul dintilor aflati simultan in aschiere;
- - 6.3 Parametrii geometrici;
- - 6.4. Calculul numarului total de dinti ai brosei;
- - 6.5. Inaltimea dintilor;
- - 6.6. Calculul lungimii totale a brosei ;
- - 6.7. Calculul de rezistenta;
- 7) Calculul fortei si a puterii de aschiere si alegerea masinii-unelete;
- - 7.1. Puterea de aschiere;
- - 7.2. Alegerea masinii-unelete;
- 8) Tratamentul termic;
- - 8.1. Calirea;
- - 8.2. Revenirea;
- 9) Stabilirea sistemului de fixare;
- 10) Stabilirea schemelor de ascutiere si reascutire;
- 11) Stabilirea condiitilor tehnice;
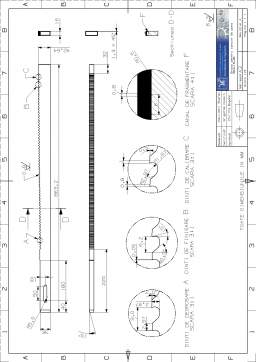
- 12) Intocmirea desenului de executie.
Extras din proiect
Capitolul 1. Introducere;
Capitolul 1.1 Notiuni generale privind prelucrarea prin borsare;
Brosarea este procedeul de prelucrare prin aschiere a suprafetelor plane sau profilate, exterioare sau interioare de o calitate corepunzatoare operatiilor de finisare. Prelucrarea se realizeaza dintr-o singura trecere, scula executand miscarea principal de aschiere, miscarea de avans nemaifiind necesara datorita constructiei sculei (suprainaltarea dintilor). Brosa este o scula cu mai multi dinti asezati la distant de un pas P unul fata de celalalt, taisurile dintilor fiind dispuse in trepte, doi dinti succesivi diferind intre ei prin suprainaltarea pe dinte az (constanta az reprezinta, in acelasi timp, avansul de patrundere). Prin constructia sculei se elimina toate miscarile de aprpiere si retragere rapida, de pozitionare, prcum si celelalte necesare generarii, prelucrarea unei suprafete prin brosare realizandu-se dintr-o singura trecere printr-o perioada de timp foarte scurta, ceea ce corespunde unei productivitati ridicate a operatiei.
Dupa forma directoarei suprafeteigenerate, miscarea principala poate fi :
- rectilinie, directia de miscare relatia a brosei fata de piesa fiind corespunzatoare tragerii sau a impingerii;
- circulara, prin care se obtine suprafete de revolutie sau riglate, pentru generarea intregii suprafete fiind necesara si o miscare de avans pe directia lungimii piesei;
- elicoidala, prin care se obtin suprafete elicoidale, miscarea relative dintre piesa si scula rezultand din combinarea miscarii rectilinii cu cea de rotatie
Dupa felul suprafetelor prelucrate si din punct de vedere al modului de asigurare a stabilitatii diectiei de brosare, opratia de brosare poate fi :
- libera, pelucrarea realizandu-se fara o ghidare a sculei printr-un organ al masinii
- ghidata, in cazul prelucrariiunor suprfafete deschise si nesimetrice.
Din punct de vedrere al schemei de aschiere, procedeul de brosare poate fi :
- dupa profil, caz in care taisurile dintilor au un profil asemanator cu cel final;
- prin generare, caz in care taisurile dintilor au un rofil asemanator cu c initial, latimea aschiei este mare iar grosimea aschiei este mica;
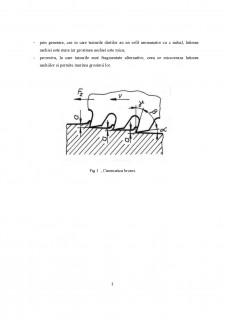
- proresiva, la care taisurile sunt fragmentate alternative, ceea ce micsoreaza latimea aschiilor si permite marirea grosimii lor.
Fig 1 , Cinematica brosei.
Capitolul1.2 Clasificarea broselor;
Clasificarea broselor se face, in general, dupa urmatoarele criterii:
- dupa felul suprafetei prelucrate : pentru suprafete interioare si exterioare;
- dupa solicitarea la care sunt supuse : de tractiune si de presare;
- dupa felul prelucrarii : de aschiere si de netezire;
- dupa tipul profilului prelucrat : pentru gauri, pentru caneluri, pentru canale de pana si combinate. Cele mai des foloste brose sunt cele pentru brosarea libera a suprafetelor interioare si care lucreazaprin tragere. Se remarca faptul ca prin constructive, brosele sunt scule foarte lungi si zvelte, motiv pentru care, executia, tratamentul termic si si intretinerea lor conduc la preturi de cost ridicate, fapt ce justifica utilizarea lor in cazul productiei de serie mare.
Parametrii geometrici si caracteristicile dintilor schietori sunt:
- pasul dintilor p care se realizeaza neuniform pe grupe de cate 3-5 dinti in scopul eliminarii vibratiilor;
- grosimea dintelui s;
- intaltimea dinteli h;
- suprainaltarea az, prezentata la dintii aschietori;
- unghiul de degajare ɣ a , ales corespunzator materialului de prelucrat si impus de conditii optime de aschiere;
- unghiul de asezare αa , care pentru dintii aschietori are valori mici (1 3˚) - impuse de evitarea pericolului de decalibrare a brosei dupa reascutiri repetate, iar pentru dintii de calibrare are valori si mai mici αa = 0˚ 30’
Bibliografie
1. Scule aschietoare PSA ,Conf.Dr.ing. Gheorghe Secara , ing Cristea Ion , Brasov 1978.
Preview document




























Conținut arhivă zip
- Brosa pentru prelucrarea unui alezaj cilindric.docx
- Desen final.pdf
Alții au mai descărcat și

ARGUMENT Transmiterea mișcării și energiei mecanice de la un organ de mașină la altul sau de la o mașină sau un aparat la altul se realizează cu...

Tehnologia neconvenţională de fabricare prin depunere de material topit este cunoscută ca FDM (Fused Deposition Modeling – denumire proprietară a...

I. Memoriul tehnic [1] 1.1 Consideratii generale privind presarea la rece: Definita presarii la rece: Presarea la rece este o metoda...

ARGUMENT Procesul tehnologic de asamblare presupune imbinarea a doua sau mai multe piese prelucrate intr-o succesiune de operatii. Procesul de...

Roțile dințate servesc la transmiterea mișcărilor de rotație sau translație la puteri mai mari sau mai mici. Ca urmare, angrenajul a fost, este și...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Tema de proiect Sa se proiecteze o brosa pentru prelucrarea unui alezaj cilindric, in care se cunosc datele initiale : n=4 (numarul de ordine al...

INTRODUCERE În construcţia de maşini marea majoritate a pieselor capătă formă şi dimensiuni finale în rezultatul prelucrării prin aşchiere la M.U....

CAP.1 ANALIZA CONSTRUCTIV TEHNOLOGICĂ A PIESEI DE PRELUCRAT a) Precizia dimensională Piesa de prelucrat – roată dinţată cilindrică cu dinţi...

Tema de proiect: Sa se proiecteze broşa pentru prelucrarea unui alezaj cilindric. Se cunosc: -D = 34mm; -lp= 1D = 34mm; -materialul piesei:...

1. FABRICAREA Şl RECONDITIONAREA ARBORELUI COTIT Materiale. Faţă de materialul pentru arborele cotii se impun următoarele cerinte : mare...

GENERAREA SUPRAFETELOR DE REVOLUTIE PRIN STRUNJIRE 1. Scopul si continutul lucrarii - Cunoasterea metodelor de generare prin strunjire a...