
Extras din proiect
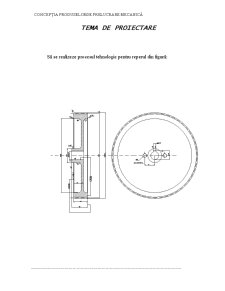
1. Desenul de execuţie al piesei
Desenul de execuţie al piesei este prezentat în planşa anexată ulterior.
2.Caietul de sarcini de producţie
a)Programul de fabricaţie :
- volumul producţiei : 1200 piese ;
- termenul de lansare în fabricaţie : 1 iunie 2002 ;
- ritmul de fabricaţie : 50 produse / lună / 2 ani ;
- costul de fabricaţie maxim :
b)Mijloacele de producţie disponibile ale UMP :
- maşini – unelte : strunguri, maşini de mortezat, maşini de danturat,;
- dispozitive , scule ;
- aparate de măsură şi control.
Strungul utilizat este SNA-400X1500 (strung normal) care prezintă următoarele caracteristici :
-diametrul maxim al piesei peste batiu, mm 400
-distanţa maximă între vârfuri ,mm 1500
-diametrul maxim al barei de prelucrat, mm 62
-numărul treptelor de turaţii 24
-domeniul de turaţii, rot/min 16 1600
-domeniul de avansuri, mm/rot 0,028 5
-cursa maximă a pinolei, mm 200
-cursa maximă a saniei port-cuţit, mm 170
-puterea motorului electric, Kw 7,5
-masa maşinii, Kg 28100
Pentru realizarea canalului de pană se foloseşte maşina de mortezat tip St – 350, cu caracteristicile :
- cursa maximă a berbecului , mm 350
- diametrul mesei , mm 800
- cursa transversală a mesei , mm 650
- cursa longitudinală a mesei , mm 650
- numărul treptelor de curse duble 6
- numărul curselor duble ale berbecului , cd/min 10 56
- avansul longitudinal şi transversal , mm/cd 0,1 2
- puterea motorului de acţionare , CP 3
- masa maşinii , kg 4350
Pentru danturarea rotii prin rostogolire se utilizează maşina de frezat FD – 350 cu caracteristicile următoare :
- diametrul maxim al roţii prelucrate , mm 320
- modulul maxim , mm 6
- lăţimea maximă de frezare pentru roţi dinţate , mm 280
- numărul treptelor de turaţii ale arborelui port-sculă 8
- gama turaţiilor 60 300
- gama avansului vertical la o rotaţie a sculei 0,04 4
- gama avansului radial , mm/min 3 50
- gama avnsului axial , 1 22,5
- gama avansului tangenţial 0,2 22,5
- diametrul maxim al sculei standardizate , mm 105
- puterea motorului electric , kw 8,8
Ca şi aparate de măsură şi control se folosesc următoarele :
- şubler obişnuit pentru măsurări interioare (10-1000) şi măsurări exterioare (0-1000) cu valoarea diviziunii de
0,1 mm STAS 1373/2-73 :
- şubler pentru dantură STAS 1373/5-73 , pentru măsurarea grosimii dintelui pe cercul de bază , cu valoarea diviziunii de 0,02 mm;
- calibru potcoavă cu comparator pentru roţi dinţate pentru măsurarea lungimii normalei comune STAS 6519-80 , cu valoarea diviziunii de 0,005 mm.
Preview document



























Conținut arhivă zip
- Conceptia Produselor de Prelucrare Mecanica.doc
Te-ar putea interesa și

Capitolul 1. Obiectivul caietului de sarcini Aceste instrucţiuni au fost redactate pentru siguranţa utilizatorilor conform prezentelor...

CAIETUL DE SARCINI AL PRODUSULUI 1.1 Intoducere Cunoasterea produsului ce face obiectul proiectului de diploma prin cunosterea rolului sau...

SCURT ISTORIC AL LASERULUI Desi dezvoltate relativ recent, procedeele de prelucrare cu laser ocupa un loc important între procedeele industriale...

Introducere Mecatronica este rezultatul evolutiei firesti in dezvoltarea tehnologica. Fig.1 Aceasta imagine sugereaza faptul ca, in activitatea...

1. CAIETUL DE SARCINI DE PRODUCŢIE 1.1 Programul de fabricaţie : - volumul producţiei : 1500 piese ; - termenul de lansare în fabricaţie : 1...

CAPITOLUL 1. PREZENTAREA PIESELOR DE TIP „SERVOMOTOR”. 1.1. Generalităţi. Servomotoarele sunt aparate pentru transformarea energiei hidraulice...

S 1. Definitia mecatronicii Cuvântul mecatronica a fost folosit pentru prima data de catre japonezi pentru a defini fuziunea tehnologica: mecanica...

Se pot organiza in doua situatii : - Situatia in care, sectia de productie ( prima veriga ) indeplineste norma de structura adica aceea de a avea...