
Cuprins
- Cap. 1 Introducere
- Cap. 2 Încercarea la îndoire a materialelor metalice
- 2.1 Prescripţiile standardului de metodă SR ISO 7438
- 2.1.1 Generalităţi
- 2.1.2 Epruvetele destinate încercării de îndoire
- 2.1.3 Modul de lucru
- 2.1.4 Interpretarea rezultatelor
- 2.2 Prescripţiile standardului de metodă SR EN 910
- 2.2.1 Generalităţi
- 2.2.2 Definiţii introduse de SR EN 910
- 2.2.3 Principiul încercări la îndoire conform SR EN 910
- 2.2.4 Termeni şi simboluri folosite în încercările la îndoire
- 2.2.5 Modul de prelevare a epruvetelor
- 2.2.6 Marcarea epruvetelor
- 2.2.7 Tratament termic şi/sau îmbătrânire naturală
- 2.2.8 Debitarea epruvetei
- 2.2.9 Pregătirea epruvetelor
- 2.2.10 Amplasare
- 2.2.11 Dimensiunile epruvetelor
- 2.2.12 Condiţii de încercare
- 2.2.13 Rezultatele încercării
- Cap. 3 Proiectarea elementelor dispozitivului de încercare la îndoire
- 3.1 Calculul forţei necesare pentru îndoire
- 3.2 Proiectarea sistemului de asigurare a forţei
- 3.3 Calculul tijei utile a cricului
- 3.4 Calculul manivelei de acţionare a cricului
- 3.5 Calculul filetului prelungitorului
- 3.5.1 Alegerea materialului
- 3.5.2 Predimensionarea şurubului
- 3.5.3 Verificarea condiţiei de autofrânare
- 3.5.4 Verificarea filetului şurubului la forfecare
- 3.6 Calculul coloanelor dispozitivului de încercare
- Cap. 4 Verificarea dispozitivului de încercare
- 4.1 Verificarea stabilităţii geometrice a cadrului / batiului dispozitivului
- 4.2 Verificarea comportării componentelor dispozitivului în timpul derulării unei încercări
- 4.2.1 Tehnologie de sudare cu element încălzitor a conductelor din polietilenă de înaltă densitate
- 4.2.1.1 Principiul procedeului
- 4.2.1.2 Instrucţiuni tehnologice de sudare cu element încălzitor a conductelor din polietilenă de înaltă densitate
- 4.2.1.3 Materiale de bază
- 4.3 Procedee de sudare
- 4.4 Echipamente de sudare
- 4.5 Rezultate şi discuţii
- 4.5.1 Rezultatele verificării la presiune maximă
- 4.5.2 Rezultatele încercării de îndoire
- Caiet de sarcini
- Bibliografie
- Planşe
Extras din proiect
Introducere
Încercările mecanice practicate în prezent pe plan mondial în sudarea metalelor, pentru îmbinări sudate şi pentru metal depus, sunt reglementate şi de prescripţii tehnice cu aplicabilitate în domenii specifice (recipiente sub presiune, construcţii navale, construcţii aeronautice ş.a.).
Extinderea actuală şi de perspectivă a utilizării procedeelor de sudare în domenii speciale, cum ar fi construcţiile din energetica nu¬cleară, construcţiile aerospaţiale, construcţii din semifabricate de grosimi mari sau din materiale speciale, a condus la apariţia a nume¬roase metode noi de încercare, unele dintre ele deja standardizate. Rezultă a varietate foarte mare de încercări, atât clasice cât şi de apariţie mai recentă (încercări de mecanica ruperii, încercări de fisurabilitate ş.a.).
Lucrările de standardizare internaţională din acest domeniu, desfăşurate în cadrul 0rganizaţiei Internaţiona1e de Standardizare (ISO) sunt încă în faza incipientă, fiind elaborate numai patru standarde şi opt proiecte de standarde (din care şase sunt identice cu proiecte¬le de standarde europene). În activitatea sa, comitetul tehnic ISO/TC44 “Sudură” aplică recomandările Institutului Internaţional de Sudură (IIS/IIW).
Marea varietate de prescripţii existente privind încercările, probe¬le sudate, dimensiunile epruvetelor de acelaşi tip, explică ritmul lent în care se desfăşoară lucrările de armonizare a acestora prin standarde internaţionale. Cunoscut fiind principiul că orice echivalare a rezultatelor încercărilor mecanice poate fi efectuată numai pentru condiţii de execuţie a probelor, dimensiuni ale epruvetelor şi condiţii de Încercare identice, apare evident că acea varietate creează practic bariere în schimburile internaţionale de ordin ştiinţific, tehnic şi economic, schimburi în continuă dezvoltare pe mapamond.
Interesul crescut pentru dezvoltarea de noi metode de încercare şi de standardizare aacestor metode este vizibilă şi prin lupta dusă pentru dezvoltarea de instalaţii de încercare din ce în ce mai precise, mai mici din punct de vedere dimensional, mai uşoare, mai fiabile şi mai ieftine. Această luptă a dus la existenţa pe piaţă a unui număr relativ mare de echipamente de încercare, între care utilizatorul trebuie să aleagă. Principalele criterii de de alegere a tipului de instalaţie de încercat sunt:
- tipul epruvetei şi al încercării;
- constanţa controlului vitezei de deformare şi valoarea maximă a acesteia;
- controlul temperaturii;
- uşurinţa măsurării efortului de deformare;
- domeniul deformaţiei unitare maxim;
- gradul maxim de deformare realizat pe trecere;
- condiţiile de încărcare care limitează instabilitatea;
- asigurarea examinării structurale;
- modul de prelevare a epruvetelor.
Scopul încercărilor mecanice este de a evidenţia mărimea deformabilităţii unui material, deformabilitatea reprezentând, de fapt, mărimea gradului de deformare posibil de aplicat asupra unui material dat, fără ca în profunzimea acestuia să se iniţieze şi să se propage fisuri.
Preview document






















































































Conținut arhivă zip
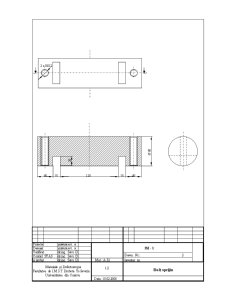
- Dispozitiv pentru Incercarea la Indoire a Imbinarilor Sudate Cap la Cap
- Desene
- bolt.doc
- rame.doc
- Bibliografie.doc
- Caiet de sarcini.doc
- Capitol 1.doc
- Capitol 2.doc
- Capitol 3.doc
- Capitol 4.doc
- cuprins.doc
- Foi de garda.doc
- Thumbs.db
Alții au mai descărcat și

1.Introducere Sudarea este un proces tehnologic prin care două sau mai multe materiale sunt îmbinate nedemontabil prin scoaterea lor din...

Generalitati Troliile sunt mecanisme prevazute cu tambur si organ flexibil, utilizate pentru ridicareasau tractarea sarcinilor. Ele pot fi...

1. Operatia pentru care se proiecteaza dispozitivul de fabricatie este operatia de frezare a canalului dreptunghiular de latime 8mm si adancime 3...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

Termotehnica este - disciplina care deriva din fizica si care are ca scop studiul proceselor de transformare a energiei si interactiunea intre...

4. MATERIALELE FOLOSITE ÎN CONSTRUCŢIA RECIPIENTELOR ŞI CRITERIILE DE ALEGERE Diversitatea materialelor întrebuinţate pentru construcţia...

Calculul productivităţii transportoarelor cu element de tracţiune Unităţile de măsură ale productivităţii sunt: kg/s; m3/s; unit/s. Sunt...
Te-ar putea interesa și

Este important sa se determine si sa se identifice defectele îmbinarilor sudate si ale sudurilor deoarece acestea, nesesizate, pot produce...

CAPITOLUL 1 ANALIZA CONSTRUCTIV-FUNCTIONALA A PRINCIPALELOR TIPURI DE REZERVOARE ATMOSFERICE UTILIZATE LA DEPOZITAREA PRODUSELOR PETROLIERE 1.1....

Opis Această lucrare cuprinde: - 16 figuri şi 31 tabele intercalate cu partea scrisă; - număr de pagini: 80; - 8 Fişe Tehnologice anexate; - 1...

CAPITOLUL 1 ANALIZA CONSTRUCTIV-FUNCTIONALA A PRINCIPALELOR TIPURI DE REZERVOARE ATMOSFERICE UTILIZATE LA DEPOZITAREA PRODUSELOR PETROLIERE...

Cap.I MEMORIU EXPLICATIV Prin defect se înţelege abaterea de la formă, dimensiune, aspect, continuitate, structură etc., prescrise pentru sudură...