Cuprins
- Argument. .pag. 2
- Cap. 1. Uzarea maşinilor şi instalaţilor . pag. 3
- Cap. 2. Procedeul de recondiţionare prin sudură. . pag.7
- Cap. 3. Sudarea şi procedee de sudare. pag. 8
- Cap. 4. Sudare cu arc electric . pag.10
- Cap. 5. Recondiţionarea pieselor folosind încărcarea prin sudare cu arc electric cu electrozi înveliţi . pag.13
- Cap.6. Încărcare prin sudare sub flux . pag. 15
- Cap. 7. Încărcarea prin sudare în mediu de gaz protector. pag.16
- Cap. 8. Norme de tehnica securităţii muncii. pag.17
- ANEXELE
- ANEXA. 1.- Etapele uzării.
- ANEXA. 2.- Formarea microsudurilor la suprafeţele metalice în contact.
- ANEXA. 4 -Schema sudurii arcului electric.
- ANEXA. 5.a -Sudarea spre stânga.
- ANEXA. 5.b -Sudarea spre dreapta.
- ANEXA. 6 - Sudarea electrică de încărcare.
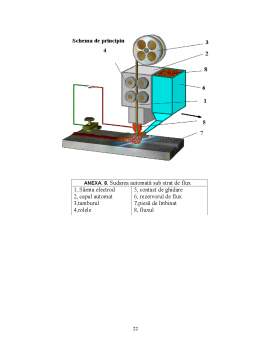
- ANEXA. 8 - Sudarea automată sub strat de flux.
- ANEXA. 9.a - Procedeul de sudare WIG.
- ANEXA. 9. b - Procedeul MIG.
- Bibliografie . pag.
Extras din proiect
ARGUMENT
Acest proiect l-am conceput ca un totunitar, care este subdivizat în mai multe capitule. Lucrarea ca atare se referă atât la sudarea electrică, cît şi la încărcarea prin sudare sub fux şi la încărcarea de gaz protector ca parte intrinsecă a unui aparat modern. În lucrare am mai descris cum se execută sudarea modernă şi sudarea veche. Lucrarea ca atare constituie un document de bază despre aparatele de sudură moderne în general şi poate servi, pentru alţi elevi ca document de studiu. Pentru mine a constituit o muncă deosebită de căutare, de alegere din foarte multe materiale care se referă la această temă şi de sistematizare în amănunţime a tuturor problemelor legate de această temă de proiect. Întocmirea lucrării m-a ajutat în dezvotarea gîndirii mele, în consolidarea cunoştinţelor despre acestă temă şi sper şi în anii ce vor urma după terminare, pentru a mă realiza în meseria în care m-am pregătit.
Doresc să vin cu mulţumiri Dumneavoastră, tuturor care aţi lucrat ca să mi se deschidă ochii, ca să pot înţelege tainele ştiinţei şi a tehnicii moderne. Ştiind că, pentru un profesor adevărat, cel mai mare cadou este ştiinţa dezvoltării elevului în urma efortului depus, vreau să vă mulţumesc pentru tot sprijinul acordat pentru că acest proiect , nu putea fi realizat de mine fără ajutorul Dumneavoastră. Sunt sigur, că mi-am deschis ochii şi sunt , mai bun cunoscător al forţelor mele proprii.
Vă mulţumesc pentru efortul depus pentru mine, vă doresc multă putere de muncă şi multă fericire pentru tot ceea ce a-ţi făcut pentru mine .
Generalităţi
Sudarea este un procedeu tehnologice prin care se înbină două sau mai multe piese de aceeaşi compoziţie. Asamblarea obţinută prin sudare este nedemontabilă şi se realizează prin încălzirea locală a pieselor pînă la topire sau plasticizare, folosindu-se sau nu adaosul de material. Locul de înbinare se numeşte sudură, iar linia de înbinare poartă denumirea de cusătura sau cordon de sudură. Asamblarea prin sudare au căpătat o largă răspăndire în toate genurile de construcţii, deoarece prezintă o serie de avantaje faţă de alte înbinări, şi anume:
-Sudarea poate fi aplicată unei game largi de oţeluri şi fonte, precum şi mai multori metale şi aliaje neferoase,
-realizează insemnate economii de material şi manoperă în comparaţie cu asamblările nituite sau construcţiile turnate,
- Permite economisirea de materiale scumpe (la fabricarea sculelor, coada fabricată din metal inferior se sudează la corpul sculei).
-realizează o asamblare de etanşare mai bumă decît prin nituire.
- construcţiile sudate sînt mai uşoare decît cele turnate, cu 50% la fontă şi cu 30 % la oţel.
- preţul de cost al construcţiilor sudate din laminate este aproape două ori mai mic decît al piselor de oţel turnate sau forjate.
- procesul de sudare oferă posibilitatea de automatizare.
În afară de asamblare, sudarea se foloseşte şi la încărcarea cu adaos de metal a suprafeţei uzate a pieselor, în scopul recondiţionării acestora la dimensiunea iniţiale.
Clasificarea procedeei de sudură. În funcţie de tehnologia de execuţie a sudării, se întălnesc două grupe de procedee de sudare.
- sudare prin topire.
- sudare prin presiune.
Sudarea prin topire se realizează prin topirea locală a pieselor de asamblat, cu sau fără adaos de material. Ţinîndu-se seama de modul de încălzire locală a materialelor în zona de înbinare, sudare prin topire se poate executa cu gaze , cu arc electric, aluminotermic şi cu plasmă.
Sudare prin presiune se execută fără material de adaos, prin încălzirea locală a pieselor.
Sudabilitatea materialelor: Proprietatea materialelor de a putea fi sudate se numeşte sudabilitate şi depinde de compoziţia chimică, de structură şi de calitatea materialelor.
Din punctul de vedere al sudabilităţii, oţelurile se împart în: oţeluri sudabile, oţeluri cu sudabilitate medie şi oţeluri greu sudabile.
- oţelurile sudabile sînt oţeluri cu un conţinut de C sau 0,25%, aceste oţeluri se sudează după o tehnologia obişnuită fără alte măsuri speciale.
- oţelurile cu sudabilitate medie conţin pînă la 0,6% C şi se sudează cu respectarea tehnologiei specifice fiecărui tip de oţel.
- oţelurile greu sudabile conţin pe lângă carbon pînâ la 0,6% şi o seamă de elemente de aliere care micşorează sudabiliteatea, cum sînt: siliciul, nichelul, wolframul.
Aceste oţeluri pot fi sudate atent numai cu preîncălzire la 873.923 K. Pisele din fontă se sudează, de asemenea, numai cu peîncălzire la 873. 923 K, altfel există posibilitatea obţinerii structurilor albe, care sînt fragile.
Pisele de cupru, aluminiu şi aliajele lor, datorite faptului că sînt foarte bune conducătoare de căldură, se sudează cu respectarea tehnologiei specifice fiecărei.
Materialul şi utilaje folosite. Pentru executarea înbinărilor prin sudare cu arc electric sînt necesare urmmătoarele:
- utilaj pentru alimemtarea cu curent electric de sudare.
- Accesori, dispozitive şi scule.
- Material de adaos (electrozi)
Ca sursă de curent pentru alimentarea arcului de sudură se poate folosi general de curent continuu sau transformator de sudură. Generatoalele poate fi antrenat de un motor electric alimentat de la reţea în care caz acest agregat poartă denumirea de convertizor de sudare, sau poate fie antrenat de un motor cu ardere internă şi atunci se numeşte grup electrogen de sudare.
Transformator de sudare se utilizează la alimentarea arcului electric cu curent alternativ. El serveşte la micşorarea tensiunii curentului de la reţeaua de 220- 350 V la o tensiune de 50-80 V cît este necesar pentru sudarea şi la mărirea intensităţii curentului.
Acesoriile principale pentru sudare cu arc electric sînt:port electrodul, cablurile de conducere a curentului de la sursă la port electrod şi piesă, mengină, echipamentul de protecţie al sudorului, cleşte, ciocan şi dălţi pentru curăţirea cusăturilor de zgură.
Preview document





















Conținut arhivă zip
- Incarcare prin Sudare.doc
Alții au mai descărcat și

Este important sa se determine si sa se identifice defectele îmbinarilor sudate si ale sudurilor deoarece acestea, nesesizate, pot produce...

Capitolul I ARBORI I.1.Caracterizare, domenii de folosire, clasificare Arborii sunt organe de maşini cu mişcare de rotaţie, destinate să...

Capitolul I. Probleme generale I.1 Prezentarea produsului Masa suport este asamblata nedemontabil prin sudare dintr-un otel de uz general si...

1.Scopul si utilitatea sistemului Motoarele pas cu pas se folosesc acolo unde este necesară precizie ridicată (hard disc, copiatoare ,imprimante)....

Capitolul I. Date iniţiale I.1. Schiţa reperelor de sudat Acest proiect se realizează în vederea asamblării nedemontabile, prin sudare cu arc...

Cap.I MEMORIU EXPLICATIV 1.1 Procedee de sudare in mediu de gaz protector Dintre toate procedeele de sudare prin topire,cea mai larga aplicare in...

ARGUMENT Am ales aceasta tema de proiect, Sudarea prin presiune, cu scopul de a cunoaşte mai bine acest procedeu de asamblare des întâlnit în...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

Memoriu justicativ Sudarea este un procedeu de imbinare nedemontabila a doua materiale, prin formarea unei legaturi omogene intre atomii marginali...
Este important sa se determine si sa se identifice defectele îmbinarilor sudate si ale sudurilor deoarece acestea, nesesizate, pot produce...
Capitolul I ARBORI I.1.Caracterizare, domenii de folosire, clasificare Arborii sunt organe de maşini cu mişcare de rotaţie, destinate să...

1. Necesitatea reabilitării structurilor mecanice. În condiţiile producţiei industriale moderne, maşinile, utilajele şi instalaţiile trebuie să...

1. Introducere 1.1 Prezentarea şi analiza temei de proiectare Tema prezentului proiect vizează cercetarea principalelor influenţe care se...
Cap.I MEMORIU EXPLICATIV 1.1 Procedee de sudare in mediu de gaz protector Dintre toate procedeele de sudare prin topire,cea mai larga aplicare in...

CAPITOLUL 1. PREZENTAREA PRODUSULUI Încărcarea prin sudare electrică este unul dintre procedeele frecvent utilizate datorită avantajelor...

In intervalul arcului de sudare la transferul picaturilor de metal din electrod ca si in baia de sudura,se produc intense oxidari si nitrurari....