Cuprins
- 1. DATE INITIALE
- Tema proiectului: Programarea si conducerea productiei pentru fabricarea unui set de repere din componenta produsului .....
- Conditii generale: beneficiar, executant, cadru legislativ, volum de productie, conditii si termene de livrare, etc.
- 2. ANALIZA PROIECTULUI DE PRODUCTIE
- Structura de dezagregare a produsului (SDP)
- Structura de dezagregare a lucrarilor (SDL)
- Programul de productie director (PPD)
- Determinarea tipului de productie
- Stabilirea formei de organizare a productiei
- 3. PROGRAMAREA SI CONDUCEREA PRODUCTIEI IN CONDITII DE RESURSE NELIMITATE SI FARA DATE IMPUSE
- Calculul numarului de masini unelte
- Calculul lotului de fabricatie optim
- Calculul lotului de transport economic
- 3.4. Perioada de repetare a loturilor
- 3.5. Calculul costului de productie
- 3.6. Elaborarea programelor de ordonantare
Extras din proiect
1. DATE INITIALE
1.1. TEMA PROIECTULUI:
Programarea si conducerea productiei pentru fabricarea reperelor R3, R5 si R7 din componenta produsului “Grup Hidraulic”.
1.2. CONDITII GENERALE
- Beneficiar: SC METALUL SRL
- Executant: Universitatea Ovidius Constanta, Facultatea de Inginerie Mecanica Industriala si Maritima.
- Volum de productie: 420 bucati/an
- Conditii si termene de livrare: trimestrial, in cantitati egale
2. ANALIZA PROIECTULUI DE PRODUCTIE
2.1 STRUCTURA DE DEZAGREGARE A PRODUSULUI (SDP)
Orice produs poate fi considerat un sistem care poate fi dezagregat in structuri de ordin inferior, denumite subsisteme. La randul lor, subsistemele pot fi dezagregate in ansambluri, iar acestea din urma in subansambluri.
Activitatea logica de dezagregare poate fi efectuata pana la nivelul entitatilor individuale din sistem denumite, conventional, piese (sau repere).
In felul acesta se realizeaza ceea ce, in mod conventional, reprezinta Structura de dezagregare a produsului – SDP.
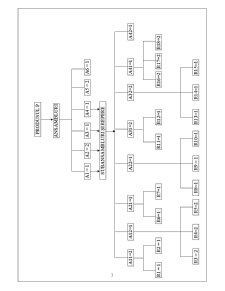
In mod formal, SDP se poate reprezenta sub forma unei arborescente si se interpreteaza in felul urmator:
- coborand, semnifica „este compus din”;
- urcand, semnifică „face parte din”.
Structura de dezagregare a produsului studiat in proiect, denumit „Grup Hidraulic”se prezinta in figura urmatoare, in care se pot pune in evidenta ansamblurile, subansamblurile si reperele ce intra in componenta acestui produs:
2.2 STRUCTURA DE DEZAGREGARE A LUCRARILOR (SDL)
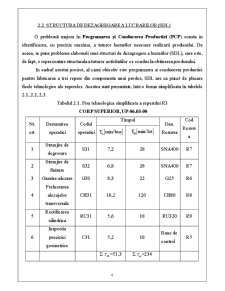
O problemă majora în Programarea şi Conducerea Productiei (PCP) consta in identificarea, cu precizie maxima, a tuturor lucrarilor necesare realizarii produsului. De aceea, se pune problema elaborarii unei structuri de dezagregare a lucrarilor (SDL), care este, de fapt, o reprezentare structurala a tuturor activitatilor ce conduc la obtinerea produsului.
In cadrul acestui proiect, al carui obiectiv este programarea si conducerea productiei pentru fabricarea a trei repere din componenta unui produs, SDL are ca punct de plecare fisele tehnologice ale reperelor. Acestea sunt prezentate, într-o forma simplificata în tabelele 2.1, 2.2, 2.3.
Tabelul 2.1. Fisa tehnologica simplificata a reperului R3
CORP SUPERIOR, UP-06.03-00
Nr. crt. Denumirea operatiei Codul operatiei Timpul Den.
Resursa Cod Resursa
1 Strunjire de degrosare S31 7,2 28 SNA400 R7
2 Strunjire de finisare S32 6,8 28 SNA400 R7
3 Gaurire-alezare G31 8,3 22 G25 R6
4 Prelucrarea alezajelor transversale CH31 18,2 120 CH80 R8
5 Rectificarea cilindrica RC31 5,6 18 RU320 R9
6 Inspectia preciziei geometrice C31 5,2 18 Banc de control R5
Σ =51,3
Σ =234
Tabelul 2.2. Fisa tehnologica simplificata a reperului R5
SUPORT, UP-06.05-00
Nr. crt. Denumirea operatiei Codul operatiei Timpul normat Den.
Resursa Cod Resursa
1 Frezare-gaurire-alezare CH51 24,8 200 CH80 R8
2 Frezare profil CV51 18,5 120 V320 R3
3 Prelucrari gauri inclinate G51 9,2 28 G25 R6
4 Rectificare interioara RC51 8,2 22 RU320 R9
5 Inspectia preciziei geometrice C51 5,1 22 Banc de control R5
Σ =65,8
Σ =392
Tabelul 2.3. Fisa tehnologica simplificata a reperului R7
LEVIER, UP-06.07-00
Nr. crt. Denumirea operatiei Codul operatiei Timpul normat Den.
Resursa Cod Resursa
1 Rectificare fete paralele RP71 6,7 22 RP400 R4
2 Frezare de conturare-gaurire-alezare CV71 16,3 120 V320 R3
3 Strunjire canale de siguranta S71 9,3 34 SNA 400 R7
4 Gaurire-filetare G71 6,4 22 G25 R6
5 Frezare adios tehnologic F71 4,8 32 FU32 R2
6 Inspectia preciziei geometrice C71 4,2 18 Banc de control R5
Σ =47,7
Σ =248
2.3 PROGRAMUL DE PRODUCTIE DIRECTOR (PPD)
Programul de productie director este documentul de baza care sta la baza Programarii si Conducerii Productiei.
PPD trebuie sa permita cunoasterea cantitatilor ce urmează a fi fabricate din fiecare reper, a duratelor de asamblare a fiecarui produs, termenelor de livrare – conform contractului.
PPD contine detalierea acestor elemente pe diferite perioade de productie, permitand vizualizarea rapida a stocurilor de produse si piese componente, a necesarului brut şi net pentru fiecare dintre acestea.
In cazul proiectului analizat, livrarea produselor catre beneficiar se face trimestrial, dupa cum urmeaza :
Preview document



















Conținut arhivă zip
- Programarea si Conducerea Productiei pentru Fabricarea unui Set de Repere.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

CAPITOLUL I Proces si sistem de productie pentru reperul Capac cu suport 1.1 Date initiale -Obiectiv principal: introducerea unei noi...

I. Proces şi sistem de producţie pentru produsul “ROATA DE LANT Z23” 1.1. Date initiale generale - Unitatea de producţie: SC ELECTROMAGNETICA SA;...

1.Date initiale 1.1Tema proiectului Programarea si conducerea productiei pentru fabricarea unui set de repere (corp de pompa,capac cu suport si...

1.Date initiale 1.1.Tema proiectului Programarea si conducerea productiei pentru fabricarea unui set de repere din component produsului P (Suport...

Capitolul 1. DATE INIŢIALE 1.1. Tema proiectului Programarea şi conducerea producţiei pentru fabricarea unui set de trei repere R1, R3, R9 din...

1.Date iniţiale 1.1. Tema proiectului Programarea şi conducerea producţiei pentru fabricarea unui set de repere din componenţa produsului GRUP...

INTRODUCERE Toate activităţile organizate şi conduse de oameni au la bază proiecte. Natura proiectelor s-a schimbat în mod evident comparativ cu...