
Cuprins
- Cap.1 Analiza materialului
- Cap.2 Traseul tehnologic
- Cap.3 Calculul adaosurilor de prelucrare
- Cap.4 Calculul regimurilor de aschiere
- Cap.5 Calculul de normare tehnica
- Cap.6 Calculul economic
Extras din proiect
ETAPA a-I-a
1. Studiul desenului de executie
Analizind desenul de executie al piesei propuse pentru realizare se constata urmatoarele :
• Proiectia celor 2 sectiuni sunt suficiente pentru definirea totala a piesei ;
• Numarul de cote este suficient pentru executia si verificarea piesei;
• Materialul piesei OL60 este recomandat in general pentru piese tratate termic de rezistenta ridicata si tenacitate medie STAS 550/2-80 si STAS 7450-86 in care se gasesc conditiile tehnice de calitate.
2. Analiza tehnologicitatii piesei
Prelucrarea prin aschiere depinde de compozitia chimica , fizica, proprietatile mecanice si structura materialului .Forma constructiva a piesei este relativ simpla, complexitatea reducindu-se la numarul ridicat de trepte.
Cotarea si stabilirea bazelor de asezare se fac conform desenului de executie , cu rol important in succesiunea operatiilor de prelucrare . Stabilirea dispozitiilor si a mijloacelor de prelucrare. Rugozitatile de suprafata si toleranta se fac conform desenului anexat.
3. Alegerea materialului
• Pentru executia desenului
Pentru executia reperului capac cilindru piston s-a ales un otel laminat de calitate de uz general marca STAS 550/2-80 .Utilizat de regul acu tratament termin : calit+revenire.
COMPOZITIA CHIMICA
SIMBOL C% Mn% Si% P%
OL 60 0.45 0.71 0.05 0.042
Conform STAS 436 -80
STAS 6791-71
STAS 8914 -82
4. Dimensiunile si forma semifabricatului ,
Semifabricatul folosit este un otel turnat in clasa 3 de precizie OL60 500/2-80.
Caracteristicile mecanice pentru OL60
Limita de curgere Rp=280 N / mm²
Rezistenta la curgere Rm=210 N / mm²
Alungirea la curgere A%=25 N / mm²
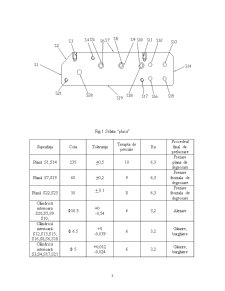
Fig.1 Schita “placa”
Suprafaţa Cota Toleranţa Treapta de precizie Ra Procedeul final de prelucrare
Plană S1,S14 235 +0,5 10 6,3 Frezare plana de degrosare
Plană S7,S19 60 +0,2 9 6,3 Frezare frontala de degrosare
Plană S22,S23 10 + 0.1
8 6,3 Frezare frontala de degrosare
Cilindrică interioara S20,S5,S9
S10, Φ10.5 +0
-0,54 6 3,2 Alezare
Cilindrică interioară S12,S13,S15,
S16,S8,S6,S18 Φ 6.5 +0
-0,039 6 3,2 Găurire, burghiere
Cilindrică interioară S3,S4,S17,S21 Φ 5 +0,012
-0,024 6 3,2 Găurire, burghiere
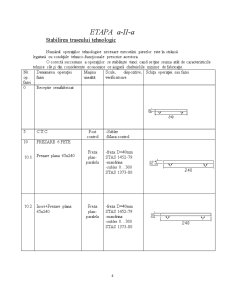
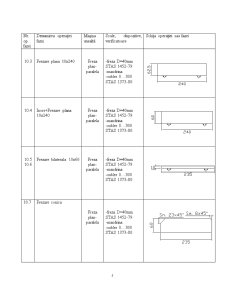
ETAPA a-II-a
Stabilirea traseului tehnologic
Numărul operaţiilor tehnologice necesare executării pieselor este în strânsă legatură cu condiţiile tehnico-funcţionale prescrise acestora.
O corectă succesiune a operaţiilor se stabileşte tunci cand se ţine seama atât de caracteristicile tehnice cât şi din considerente economice ce asigură cheltuielile minime de fabricaţie.
Preview document






























Conținut arhivă zip
- Proiect TCM - Placa.doc
Alții au mai descărcat și

PARTEA I PROCES SI SISTEM DE PRODUCTIE PENTRU PRODUSUL CARCASA MEMORIUL TEHNICO – ECONOMIC CAPITOLUL 1 DATE INITIALE GENERALE Proiectarea...

1. Stabilirea tipului de semifabricat OLC15- laminat la cald Compoziţia chimică a oţelului este:C-0,12-0,18%,Mn-0,35-0,65%,S- max 0,045,P-max....

ETAPA a-I-a 1. Studiul desenului de executie Analizind desenul de executie al piesei propuse pentru realizare se constata urmatoarele : •...

1 Analiza constructiv tehnologică a piesei de prelucrat Piesa de prelucrat este - roată dinţată şi face parte din clasa de piese „roţi dinţate”....

1.Notiuni fundamentale despre un batiu. Batiul reprezinta elementul de structura , care in ansamblul masini-unelte indeplineste cele mai complexe...

1. Analiza operaţiei de frezare Frezarea este operaţia de prelucrare prin aşchiere care se execută cu ajutorul unei scule aşchietoare numită...

Memoriul Tehnic PISTONUL – Obiectiv si rol functional Pistonul este un organ de masina, care are o mişcare rectilinie alternativă într-un...

CAP.I Analiza desenului de executie si a tehnologicitatii piesei. 1.1 Analiza desenului se executie Desenul de executie al piesei trebuie sa...
Te-ar putea interesa și

Modelarea geometrică 3D parametrizată Consideraţii generale O trăsătură comună a tuturor pachetelor de programe de proiectare asistată de...