
Extras din proiect
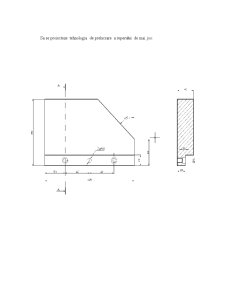
Sa se proiecteze tehnologia de prelucrare a reperului de mai jos:
CAPITOLUL 1: Stabilirea semifabricatului necesar realizarii piesei
• Caracteristicile mecanice si tehnologice ale piesei
Caracteristicile mecanice si tehnologice ale piesei
Proprietatile mecanice ale materialului OLC 45 sau conform standardelor D.I.M. C45
• Limita la curgere: R = 340
• Rezistenta la tractiune : R = 580 770
• Alungirea A % : -longitudinala = 17 %
: -transversala = 15 %
• Duritatea: HB = 207 in stare recoapta
• Compozitia chimica:
C = 0,42 - 0,50 %
S = 0,40 %
M =0,50 - 0,80 %
P max = 0,045 % S max = 0,045 %
• Procedee de semifabricare
Forjarea la rece
Forjarea la rece este definită ca prelucrarea metalului sub temperatura sa de recristalizare, dar, de obicei, la o temperatură apropiată de cea a camerei.
Avantaje:
• Nu este folosită încălzirea
• Finisare mai bună a suprafetei
• Control superior asupra dimensiunilor
• mai bună reproductibilitate si interschimbabilitate
• Proprietătile pe cele trei directii pot fi distribuite uniform în interiorul metalului
• Problemele de contaminare sunt minimizate
Dezavantaje
• Se cer forte mai mari
• Se cer echipamente mai puternice si unelte mai rezistente
• Metalul este mai putin ductil
• Suprafetele metalice trebuie curătate si debavurate
• Călirile intermediare pot fi necesare pentru compensarea pierderii de ductilitate care însoteste tensiunile de călire
• Proprietătile distribuite pe cele trei directii pot fi afectate
• Se pot produce tensiuni reziduale nedorite
Tehnologia forjării cuprinde următoarele operaţii principale:
- întocmirea desenului piesei brut forjate;
- determinarea greutăţii şi dimensiunii semifabricatului iniţial;
- alegerea succesiunii operaţiilor şi fazelor de forjare;
- alegerea utilajului de lucru;
- alegerea şi stabilirea sculelor pentru forjare;
- stabilirea regimului de încălzire şi răcire a piesei;
- fixarea normei de timp;
- stabilirea operaţiilor suplimentare (control, prelucrări prin alte procedee etc.).
Adaosurile de prelucrare sunt standardizate prin STAS 2171-84 si SR 13172 pentru o serie de piese uzuale, cum sunt: bare rotunde si patrate, discuri pline, discuri cu gauri, inele, bucse forjate pe dorn, piese cu sectiune variabila.
Tolerantele de forjare sunt abaterile admise de la cotele semifabricatului forjat si se aplica la toate dimensiunile. Calitatea suprafetelor semifabricatelor forjate liber este foarte grosolana (Ra=25 - 50 m).
Adaosurile totale de prelucrare depind de:
• metoda si procedeul de executie a semifabricatului;
• materialul semifabricatului;
• clasa in care se incadreaza semifabricatul;
Alegerea clasei de precizie se face in functie de:
• grupa de forma din care piesa face parte (grupa de forma 3);
• forma constructiva a piesei
Din aceste considerente, rezulta clasa de precizie II.
Adaosuri de prelucrare ale piesei forjate la rece sunt:
STAS 1299-80 Clasa de precizie Adaosuri de prelucrare, (mm)
Dimensiuni(mm) Clasa II
0 – 50 3
50 – 120 3.5
120 – 180 7
:
1.3 Definirea formei si dimensiunilor semifabricatului
Dintre procedeele analizate, avand in vedere precizia dimensionala si rugozitatea obtinuta, am ales procedeul de laminare la cald pentru obtinearea semifabricatului. Avand in vedere acest lucru semifabricatul va avea urmatoarele cotele de gabarit cu adaosuri de prelucrare si tolerante:
40 ; 220 ; 150
Rugozitatea ce rezulta din laminare:
Ra = 3.2 μm
CAPITOLUL 2. Poiectarea operatiilor si fazelor necesare realizarii piesei
2.1 Generarea modelului numeric al piesei
Pasul 1: Definirea unui corp paralelipipedic – bloc 1
Definim un solid de tip dreptunghi selectand Solid – block. Introducem urmatoarele valori ale coordonatelor primului punct 0,0,0 in caseta de dialog: “ pick 1 st point on base diagonal “; ENTER; cel de-al doilea punct diagonal opus al bazei paralelipipedului se caracterizeaza prin coordonatele sale, respectiv 220,150,0 si se defineste in fereastra de dialog “pick 2 nd point on base diagonal”; ENTER; coordonatele acestor doua puncte au fost introduse dupa ce am selectat modul de definire a lor From Screen; Inaltimea blocului este 40 mm si se introduce in fereastra de dialog “Enter height : 40 ; ENTER.
Preview document

















Conținut arhivă zip
- Proiectare Asistata de Calculator.doc
Te-ar putea interesa și

Memoriu justificativ Tendinţele care se manifestă pe plan mondial în domeniul tehnologiilor de deformare plastică, atât din punct de vedere...

Memoriu justificativ Cuptoarele industriale reprezintă, pentru inginerii din sectoarele de prelucrări la cald, utilajul de bază care determină...

1.1 Fluxul tehnologic pentru obtinerea uleiului prin presare. Pentru obtinerea uleiului brut de foarea-soarelui se foloseste fluxul tehnologic...

CAPITOLUL I Modelarea geometrică şi proiectarea asistată de calculator Una dintre activităţile cheie în orice proces de design de produs este de...

Sa se scrie un program care sa realizeze urmatoarele: - sa prezinte utilizatorului sugestiv un tip de piesa si parametrii care sunt necesari...

Proiectarea asistată de calculator a circuitelor electronice) INTRODUCERE ÎN ORCAD Unităţile de măsură utilizate de OrCAD sunt: volt, amper, ohm,...

LABORATOR 1 INTRODUCERE ÎN MATLAB MATLAB este un program interactiv, produs de firma MATHWORKS pentru calcule numerice de înaltă performanţă şi...

Îndrumar de lucrãri practice pentru Proiectare asistatã de calculator L1. Notiuni fundamentale asupra sistemului de operare WINDOWS 95. 1....