Cuprins
- 1.Tema de proiectare
- 2. Precizarea formei , dimensiunilor şi a materialului
- 2.1. Materialul termoplastic
- 2.2. Forma si dimensiunile piesei
- 3.Alegerea maşinii de injectat
- 4. Alegerea planului de separaţie, tipul matriţei şi numărul de cuiburi
- 4.1. Alegerea planului de separaţie
- 4.2. Tipul matriţei
- 4.3. Evaluarea ciclului de injectare
- 4.4. Stabilirea numărului de cuiburi
- 5.Proiectarea sistemului de injectare
- 5.1. Definirea modului de injectare
- 5.2. Definirea sistemului de injectare
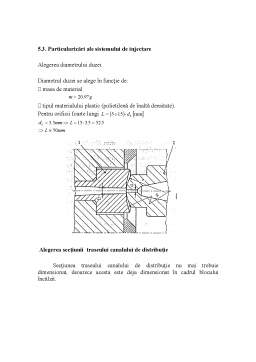
- 5.3. Particularităţi ale sistemului de injectare
- 5.4. Verificarea sistemului de injectare
- 6. Proiectarea elementelor conexe
- 6.1. Aerisirea
- 6.2. Răcirea
- 6.3. Evacuarea
- 7. Condiţii tehnice de execuţie şi asamblare.
Extras din proiect
1.Tema de proiectare
Să se proiecteze o matriţă de injectat materiale plastice cu ajutorul căreia să se realizeze piesa recipient produse alimentare din polietilenă de înaltă densitate.
2. Precizarea formei , dimensiunilor şi a materialului
Condiţiile de utilizare a piesei determină geometria, dimensiunile si materialul care se utilizează.
2.1. Materialul thermoplastic
Pentru reperul injectat s-a ales ca material polietilena de înaltă densitate, aceasta are o bună prelucrabilitate, excelente proprietăţi de izolare electrică şi rezistenţă la şoc.
Se utilizează în aplicaţii alimentare pentru corpuri cave şi recipienţi, pentru detergenţi lichizi, panouri de semnalizare urbană, etc.
Polietilena de inalta densitate are urmatoarele caracteristici generale:
-este mai rigida si mai dura decat polietilena de mica densitate care are proprietati mecanice si dielectrice bune;
-rezistenta si stabilitate la temperatura:
-proprietati la curgere bune;
-suprafete lucioase.
Proprietăţi chimice:
-stabil la acizi, baze, alcooli;
-stabilitate parţială la esteri, cetone, eteri, uleiuri şi grăsime;
-instabil la tetraclorură de carbon, benzină, car¬buranţi, benzol.
In cazul injectarii produselor din polietilena de inalta densitate trebuie sa se tina cont de o serie de elemente tehnologice, care sunt redate in continuare.
Umplerea corecta a matritei trebuie asigurta in conditiile in care se lucreaza cu presiuni mari de injectare la viteze si la mari si cu vascozitati mari care limiteaza forma si marimea cavitatii ce poate fi umpluta la injectare. Se iau masuri constructivae ca lungimea culeii sa fie suficienta pentru repartizarea uniforma in cavitati prin distribuirea punctelor de injectare.
Extragerea se face tinand cont de faptul ca polietilena de inalta densitate are o contractie dupa racirearelativ mare, atingand uneori 1,5-4% si care depinde de grosimea peretilor piesei. Aceasta proprietate cauzeaza dificultati la extragere si din aceasta cauza se practica de obicei o conicitate de minim 1,5
Caracteristicile materialului sunt date în tabelul următor:
Proprietăţi Fizice Grad de cristalitate diferit. Opace la grosimi mari şi transparente în peliculă. Permeabile la hidrocarburi.
Mecanice Foarte sensibile la orientarea macromoleculelor. Sensibile la şoc, are bune proprietăţi de frecare.
Chimice Bună stabilitate chimică, insolubilă în apă.
Electrice Excelent izolant electric şi cu factor redus de pierderidielectrice
Termice PE îd nesolicitate mecanic suportă temperaturi de 110-120°C
Dimensionale Idependenţă de absorbţie de umiditate.
Caracteristici
Tensiunea la rupere[Mpa] 30-35
Alungirea la rupere [%] 700-1000
Rezistenţa la îndoire [Mpa] -
Rezistenţa la şoc [KJ/m2] 60-200
Duritatea Shore 66
Temperatura de topire [○C] 130
Temperatura de vitrifiere [○C] -
Temperatura de fragilizare [○C] -70
Contracţia 2-5%
Presiunea de injectare 600-1500 bari
Presiunea de menţinere 30-100% Pmax
Temperatura matriţei 50-70°C
Temperatura materialului 260-310°C
2.2 Forma şi dimensiunile piesei
Forma şi dimensiunile piesei corespund condiţiilor de utilizare a piesei.
Pentru alegerea corectă a formei pieselor injectate se ţine seama de o serie de reguli generale ce se impun a fi respectate:
-piesa injectată trebuie să aibă forma geometrică cea mai simplă posibil;
-dimensiunile şi masa piesei injectate trebuie să fie cât mai mici;
este necesar ca prin configuraţia piesei să fie îndeplinite condiţiile de scoatere ale acesteia din matriţă;
-configuraţiile complicate şi proeminenţele se evită;
-se evită muchiile ascuţite;
-se ia în considerare faptul că materialul termoplastic îşi micşorează
dimensiunile după scoaterea din matriţă, influenţând precizia dimensională a piesei injectate.
Preview document





















Conținut arhivă zip
- Proiectarea unei Matrite de Injectat Pahare
- pahar 2014.dwg
- Proiectarea unei Matrite de Injectat Pahare.doc
Alții au mai descărcat și

Elemente constructiv funcţionale ale piesei 1.1. Schiţa piesei şi a subansamblului din care face parte 1.2. Caracteristici ale materialului...

Să se proiecteze tehnologia de fabricaţie prin injectare a elementului de ambalare “Cutie” în condiţiile unei producţii de 20 000 de bucăţi /lună....

1.3. Alegerea maşinii de injectare La alegerea maşinii de injectare, în prima fază, se are în vedere ca volumul maxim de injectare al maşinii să...

1. Mase plastice 1.1. Generalitati Masele plastice (plasticul, plural plasticele) sunt produse sintetice de natură organică, anorganică sau...

A. Alegerea Diametrului Duzei. B. Configurarea sectiunii transversale a canalului de distributie. C. Dimensionarea digului. D. Dimensionarea...

COSTUL RELATIV AL MATRITELOR DE INJECTAT 1.Tema proiectului Pentru acest proiect se va realiza calculul costului unei matrite in functie de...

1. Elemente constructiv funcţionale ale piesei : 1.1. Schiţa piesei : 1.2. Caracteristici ale materialului piesei : Denumire material : ABS...

TEMA : Sa se proiecteze tehnologia de fabricatie prin injectare a reperului de mai jos,in conditiile unei productii de 25000 de bucati pe luna. -...
Te-ar putea interesa și
TEMA : Sa se proiecteze tehnologia de fabricatie prin injectare a reperului de mai jos,in conditiile unei productii de 25000 de bucati pe luna. -...