Cuprins
- 1.ALEGEREA BAZELOR DE ORIENTARE SI FIXARE
- 2.ALEGEREA METODEI DE PRELUCRARE
- 3.CALCULUL ERORILOR DE ASCHIERE ADMISIBILE
- 4. CALCULUL FORTEI SI MOMENTULUI DE ASCHIERE
- 5. ADAPTAREA UNEI SCHEME DE FIXARE
- 6. DETERMINAREA CICLULUI DE REPARATIE PENTRU FIECARE MASINA UNEALTA
- 7. DETERMINAREA FONDURILOR DE TIMP DE FUNCTIONARE SI A NORMELOR DE TIMP PE TIPURI DE MASINI UNELTE.
- 8. DETERMINAREA PRODUCTIVITATII ANUALE PE TIPURI DE MASINI UNELTE.
Extras din proiect
Proiectarea unui dispozitiv special pentru serie mare la operaţia de găurire.
1.ALEGEREA BAZELOR DE ORIENTARE SI FIXARE
2.ALEGEREA METODEI DE PRELUCRARE
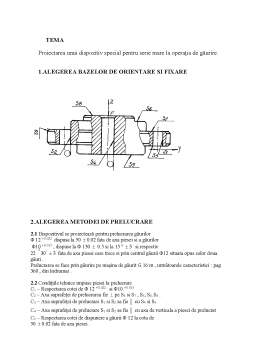
2.1 Dispozitivul se proiectează pentru prelucrarea găurilor
Φ 12 +0.022 dispusa la 50 0.02 fata de axa piesei si a găurilor
Φ10 +0.015 , dispuse la Φ 130 0.5 si la 15 0 3 si respectiv
22 30’ 3’ fata de axa piesei care trece si prin centrul găurii Φ12 situata opus celor doua găuri .
Prelucrarea se face prin găurire pe maşina de găurit G 16 m , următoarele caracteristici : pag 360 , din îndrumar .
2.2 Condiţiile tehnice impuse piesei la prelucrare
C1 – Respectarea cotei de Φ 12 +0.022 si Φ10 +0.015
C2 – Axa suprafeţei de prelucrarea fie pe S3 si S7 , S5, S6, S8 .
C3 – Axa suprafeţei de prelucrare S1 si S2 sa fie cu S4 si S9
C4 – Axa suprafeţei de prelucrare S1 si S2 sa fie cu axa de verticala a piesei de prelucrat
C5 – Respectarea cotei de dispunere a găurii Φ 12 la cota de
50 0.02 fata de axa piesei .
C6 – Respectarea cotei de dispunere a găurilor de Φ10 pe diametrul de Φ180 0.5.
C7 – Respectarea unghiului la centru de dispunere a găurilor
Φ 10 fata de axa piesei de 15 0 3 ’ si de 22 030’ 3’
C8- Axa suprafeţei S1 si S2 sa fie pe axa orizontala a piesei.
C9- Suprafeţele S1 si S2 sa fie pe suprafeţele frontale ale piesei.
2.3 Selectarea condiţiilor
Condiţia 1este determinata de alegerea corecta a sculelor aşchietoare.
Condiţia C2 este incompatibila cu condiţia C3 si C4 si se elimina ramanand astfel ca condiţie principala C2 .
Condiţiile C5 , C6 ,C7 vor fi îndeplinite , in funcţie de condiţia preciziei de execuţie a elementelor dispozitivului si de poziţionarea corecta a elementelor de indexare si fixare a acestora.
Deci C2 , C5 , C6 ,C7 , sunt condiţiile determinante asigurând poziţionarea in spaţiu a suprafetei de prelucrat.
2.4 Geometrizarea condiţiilor
Notam suprafeţele S1 D12 si S2 D22 ;
Notam S3 cu SA– suprafaţa solidara cu sistemul de axe xoy.
C2 : D12 , D22 Sxoy
C5 : D22 Doz
C6 : D12 Doz
C7 : D12 Oy
3.CALCULUL ERORILOR DE ASCHIERE ADMISIBILE
d = Tp
Tp = toleranta piesei la dimensiunea ce trebuie respectata .
Pentru C2 : d = *0.01=0.033mm;
Pentru C5 : d = *0.04=0.0133mm;
Pentru C6 : d = =0.33mm;
Pentru C7 : d = =2mm;
Calculul erorilor de orientare reale .
Pentru C2 : 0r =2Htgβ = 0.0044 MM*
H= inaltimea semifabricatului in contact cu elementele de orientare
β = mărimea abaterii
* ANDRONIC pag 83 (Proiectarea dispozitivelor)
Pentru C5 : 0r =arctg
Pentru C6 : 0r = arctg mm
Pentru C7 : 0r =2arctg
0r =1.56 [ 2 ] (ANDRONIC pag 86)
Condiţia este ca 0r d care este îndeplinita in toate condiţiile respectate si prezentate.
Preview document
















Conținut arhivă zip
- Proiectarea unui Dispozitiv Special pentru Serie Mare la Operatia de Gaurire.doc
Alții au mai descărcat și

Calculul costului de fabricaţie a calibrului tampon. 1.1 Noţiuni generale Măsurarea este operaţia metrologică prin care mărimea fizica de...

CAPITOLUL 1 INTRODUCERE 1.1. GENERALITATI Robotica reprezintă un domeniu de ştiinţă multidisciplinar, care cuprinde elemente de Fizică,...

TEMA Să se proiecteze un dispozitiv în faza DE pentru prinderea semifabricatului din desenul de mai jos, la prelucrarea prin găurire a suprafeţei...

1.Sa se proiecteze tehnologia neconventionala a piesei suport de roata de carucior,seria de fabricatie 40 buc. 2. Realizarea 3D a modelului...

Să se proiecteze un dispozitiv special pentru prinderea în vederea prelucrării prin găurire a suprafeţelor indicate la piesa din figură:...

1. Tema de proiectare Să se proiecteze un dispozitiv cu placă de ghidare ridicabilă pentru prelucrarea unei piese cu următoarele caracteristici:...

1.Stabilirea datelor necesare proiectarii dispozitivului 1.1) STADIUL DE PRELUCRARE AL PIESEI Piesa finală se obţine prin prelucrări în mai...

Stabilirea variantei optime de orientare şi fixare a pieselor în dispozitive de fabricare se va face urmărind succesiunea prezentată în continuare:...
Te-ar putea interesa și

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...
TEMA Să se proiecteze un dispozitiv în faza DE pentru prinderea semifabricatului din desenul de mai jos, la prelucrarea prin găurire a suprafeţei...

Capitolul 1 Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie 1.1 Analiza rolului...

CAPITOLUL 1 1. Analiza conditiilor tehnico-functionale si a tehnologicitatii piesei si stabilirea tipului sistemului de productie. Arborele...

Pentru examen promovat în sesiunea programatã se acordã suplimentar 1 punct la nota de examen Nexamen. Modul în care va fi evaluatã activitatea...