Cuprins
- 1. Datele iniţiale pentru proiectare
- Forma dimensiunilor, precizia şi starea suprafeţelor care se prelucrează în cadru operaţiilor;
- 1.1. Forma dimensiunilor, precizia prelucrată anterior;
- 1.2. Caracteristicile fizico-mecanice al materialului şi masa piesei;
- 1.3. Tipul şi caracteristicile sculelor care se utilizează;
- 1.4. Maşini unelte pe care se execută operaţia;
- 1.5. Regimul de prelucrare;
- 1.6. Solicitarile maxime de prelucrare masice, dinamice şi secundare;
- 1.7. Norma de timp pe bucată;
- 1.8. Disponibilitaţile energetice de transport şi manipulare.
- 2. Soluţia principală de ansamblu
- 2.1. Schema optimă şi modul de prelucare;
- 2.2. Gradul de mecanizare şi automatizare. Tipul acţionării dispozitivului;
- 2.3. Soluţii constructive pentru elementele caracteristice principale.
- 3. Schema optimă de orientare
- 3.1. Condiţiile determinate. Gradul de libertate care se preiau;
- 3.2. Elementele geometrice ale bazelor de orientare şi reazemele utilizate;
- 3.3. Variantele de orientare tehnic posibile;
- 3.4. Erorile de orientare admisibile şi caracteristici. Schemele tehnic acceptabile;
- 3.5. Varianta optimă de orientare.
- 4. Elementele şi rezemare suplimentară
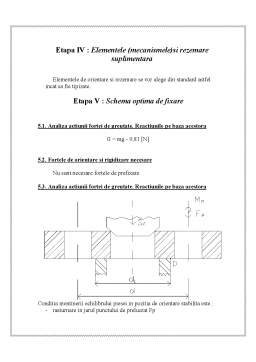
- 5. Schema optimă de fixare
- 5.1. Analiza acţiunii forţei de greutate. Reacţiunile pe baza acestora;
- 5.2. Forţe de orientare şi rigidizarea necesară;
- 5.3. Condiţiile de aplicare a forţelor de fixare. Variantele de fixare tehnic posibile;
- 5.4. Mărimea necesară a forţelor de strangere;
- 5.5. Solicitările de contact. Erori de fixare. Schemele tehnic acceptabile;
- 5.6. Varianta optimă de fixare.
- 6. Mecanismul de fixare (orientare-fixare) şi subsistemul de acţionare
- Tipul şi cursele timpului de strângere;
- Soluţia constructiv-funcţională optimă a mecanismului;
- Dimensionarea sistemului de fixare.
- 7. Ansamblu dispozitivului
- Elementele de reglare-ghidare ale sculelor;
- Elementele şi mecanismele auxiliare;
- Corpul de legatură externă;
- Cotele funcţionale ale dispozitivului.
- 8. Analiza economică introducterii şi utilizării dispozitivului
- 9. Instrucţiuni de utilizare ale lucrului şi securitate
Extras din proiect
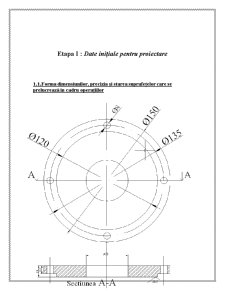
Etapa I : Date iniţiale pentru proiectare
1.1.Forma dimensiunilor, precizia şi starea suprafeţelor care se prelucrează in cadru operaţiilor
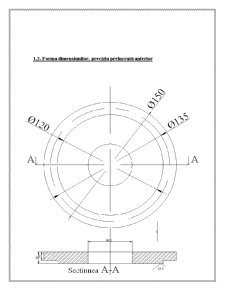
1.2. Forma dimensiunilor, precizia prelucrată anterior
1.3. C aracteristicile fizico-mecanice al materialului şi masa piesei
Compoziţia chimică OLC 45
Marca C Mn Si P Cr Ni Cv
OLC45 0,42-0,5 0,5-0,8 0,17-0,35 Max 0,04 Max 0,03 Max 0,3 Max 0,3
Caracteristicile fizico-mecanice sunt următoarele:
OLC45 Limita de curgere σa Alungirea de rupere δ Rezistenţa la tracţiune σt Gâtuirea la rupere
N 36 18 62 35
1.4. Tipul şi caracteristicile sculelor care se utilizează
Burghiul de ∅8 mm.
Pentru operaţia de găurire se foloseşte un burghiu elicoidal scurt cu o coadă cilindrică STAS 573-80 cu diametru de ∅8 mm din oţel rapid.
Caracteristicele pentru burghiere (RP3)
PARAMETRII TRATAMENTULUI
RECOACERE NORMALIZARE CALIRE REVENIRE
T °C MEDIU T °C MEDIU T °C MEDIU T °C MEDIU
680 –
700 CUPTOR 840 –
870 AER 820 –
850 APA 540 –
680 AER
Din punct de vedere constructiv burghiul este format din coadă şi partea utilă.
Coata L3 serveşte la fixarea burghiului în arboreal port-sculă. Partea utilă L1 reprezintă partea aşchietoare a burghiului şi este prevăzută cu canale elicoidale.
Canalele elicoidale se execută prin laminare, frezare ( la producţie de serie mică şi unicat) şi rectificare din plin pentru burghie de dimensiuni mici.
Parametri geometrici optimi
La stabilirea parametrilor geometrici optimi se iau in vedere criteriile principale de optimizare K.
Durabilitatea forţei, calitatea forţei, particularităţile procesului de burghiere.
Unghiul de înclinare Ω se stabileşte in funcţie de diametru burghiului şi materialul prelucrat se au în vedere valorile mari unghiului Ω slăbesc rezistenţa tăişului.
Unghiul de vârf optim e0=2K depinde în cea mai mare măsură de materialul prelucrat (2k= 116 120).
Unghiul de aşezare α=8 14 la diametru exterior.
Unghiul optim de înclinare a tâişului transversal f= 50 56.
1.5 Maşina-unealtă pe care se execută operaţia
Este o maşină de găurit cu coloană G13 cu următoarele caracteristici:
Caracteristici tehnice
Caracteristici dimensionale
- diametrul maxim de gaurire in : - otel Ø 12.5 mm ;
- fonta Ø 14 mm ;
- adancimea maxima de gaurire ( cursa pinolei ) 100mm ;
- cursa carcasei pe coloana 175mm ;
- conul axului principal Morse 1 ;
- distanta intre centrul axului principal si coloana 180mm ;
- distanta maxima intre capatul axului principal si suprafata de prindere a mesei 355mm ;
- distanta minima intre capatul axului principal si suprafata de prindere a mesei 80mm ;
- suprafata de prindere a mesei 200X300mm ;
- nr. canalelor T 12 STAS 1385-70.
Caracteristici cinematice
- numarul de trepte de turtii realizat prin folosirea celor doua trepte de turatii ale motorului : 8 si anume : 425, 560, 850, 1120, 1600, 2240, 3150, 4500, rot/min ;
- avansul masinii : manual ;
- actionarea masinii : motor asincron trifazat cu flansa modificata : ASI t 24 F 165 – S 4/2,0,6/0,75 Kw, 1500/3000 rot/min., 220/380 V., 50 Hz., protectie IP 44.
Dimensiuni de gabarit
Dimensiunile maxime ale maşinii de găurit de banc:
- lungime: 800mm
- lăţime: 380mm
- înălţime max/min: 935/760mm
1.6. Regimul de prelucrare
Materialul
Prelucrat Avans
S[mm/rot] Viteza
V[m/min] Turatia
N[rot/min] Forta de aschiere Fz[daN] Mom. de torsiune
M[daN mm] Puterea necesara
Ne [Kw]
OLC45 0,15 21,6 859,8 178 605 0,54
1.7. Solicitarile maxime de prelucrare masice, dinamice si secundare
Gaurirea se face cu un burghiu elicoidal din otel rapid (HSS) cu T=60min avand racire (durabilitatea), gauri in plin:
- Avansul S=0,15 mm/rot;
- Viteza v=21,6 m/min;
- Turatia n=859,8 rot/min;
- Diametru D=8 mm;
- Forta de aschiere Fz=178 daN.
Preview document
















Conținut arhivă zip
- Echipamente pentru Masini Unelte.doc
Alții au mai descărcat și

1.1 Descrierea principiului masinii , mecanizmului , ansamblului in componenta carea intra piesa ; conditiile de lucru a piesei in ansamblu ,...

Memoriu Tehnic În tehnologia construcţiei de maşini dispozitivele sunt întălnite în mai multe locuri fiind, incluse în sisteme corespunzătoare şi...

CAPITOLUL 1. PREZENTAREA DISPOZITIVULUI DE FIXARE A PIESELOR DE TIP „BIELĂ ALCO”. 1.1 GENERALITĂŢI. BIELE. Bielele sunt cele mai caracteristice...

CAPITOLUL 1 GENERALITĂŢI. TIPURI CONSTRUCTIVE DE MANDRINE UNIVERSALE. SCHEMĂ CINEMATICĂ ŞI FUNCŢIONARE UNIVERSAL Ø750 1.1. Dispozitive pentru...


Orice proces tehnologic de prelucrare mecanica prin aschiere este insotit de erori. Acest neajuns duce la obtinerea unei piese care nu corespunde...


1. Scopul şi conţinutul lucrării - Cunoaşterea principalelor procedee de prelucrare prin aşchiere. - Studierea mişcărilor de lucru şi a...
Te-ar putea interesa și

Scopul lucrării Studiul asupra dinamicii industriale contemporane în municipiul Bacău îşi propune sa evidenţieze dezvoltarea industriei oraşului,...

INTRODUCERE Începând cu data de 1 ianuarie 2005 a intrat în vigoare, în România, un nou sistem de impunere a veniturilor din salarii, respectiv...


Cap 1 Prezentarea societatii Turbomecanica SA 1 1 Scurt istoric In cadrul industriei romanesti, Turbomecanica este unicul producator de motoare...

1. Functiile cuplajelor si franelor utilizate la masini-unelte de prelucrat prin deformare Cuplajele si franele sunt subansambluri obligatorii ale...

I.1 Denumirea, sediul, forma juridică şi durata societăţii Denumirea societăţii este “ROCAST” S.R.L. În toate actele, faptele, anunţurile,...

1.Considerații Generale 1.1 Obiectul proiectului și principalele probleme propuse a fi rezolvate Tema proiectului este Procesul Tehnologic de...

CAPITOLUL I INFORMAŢII GENERALE DESPRE ÎNTREPRINDERE 1.1 DENUMIREA ŞI TIPUL SOCETĂŢII, OBIECTUL DE ACTIVITATE S.C. World Machinery Works S.A....